I’ve been having the same problem when piercing 1/4" mild steel using HyperTherm 30 Air at 30 amps.
I get a “slag pile” (I had been calling it an anthill). Since I was not cutting, but just stationary piercing.
I had just changed the nozzle and electrode (but not the swirl ring). I have a deflector that got chewed up, so I tried cleaning it up. I’m not sure if either the swirl ring or the deflector could be causing this problem.
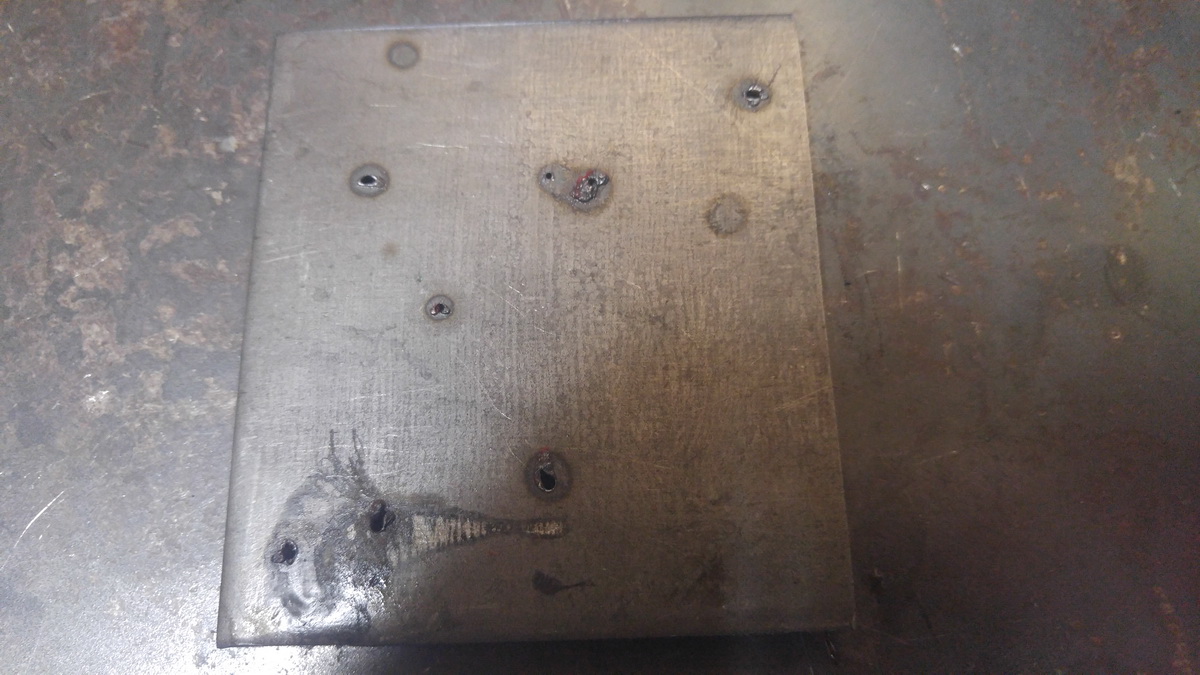
Hi everyone; I’m new on the forum. This morning Dennis was kind enough to demo his machine for me, as I live nearby and am interested in possibly getting a Crossfire. We attempted to cut a shape in 1/4 inch mild steel plate, and as he stated above, it resulted in a large buildup of slag or dross on the top, surrounding the hold. It does pierce through in about 1 second or so at 30 amps setting. I’m going to try to attach photos showing this.
This image shows the top side; I can only attach one image per post, so a subsequent post will show the bottom side. We tried setting the tip height higher and lower than the gauge, but basically the slag simply fills in all around the tip, and sometimes completely fills the gap between steel and tip. It seems with such a thick slag buildup the tip would not be able to return anywhere near the pierce location, without crashing into the slag pile. This can’t be right??
As Dennis stated, he tried changing the nozzle and electrode, but no difference. He also tried clipping the ground wire clamp directly to the workpiece, as we though perhaps using such a small piece of steel was preventing a good ground contact with the slats.
Finally we are wondering about the proper gap setting, given that the torch that comes with the 30 Air is meant to be dragged manually across a surface. Does this imply the gap should be set as close to zero as feasible? Or rather does it mean we should be using a different torch that is designed for CNC cutting??
Slag like that on top is caused by the torch spewing the molten metal out the top instead of pushing it through the material. You can usually knock it off easily with a welder’s hammer for instance.
Typical causes are a worn nozzle, too fast a speed or nozzle standoff is too high. In your case since you’re using what sounds like a drag tip I’d go with too much standoff. If you do have a drag tip and you used the thin Crossfire shim you’re just about twice as high as you should be for 30A.
I’d drop it until the tip was just touching and you can feel a little drag - but not so much you bind the motors. Just kiss the steel with it.
hmmmm, I use hp xp 30 with the drag tip and i typically use the thick shim. Usually really good results on 3/16" with a 30IPM and .7 or .8 pierce delay. 1/4" I get thick dross on back, but chips off. I cut 1/4 at 20imp. I use fine tip on 1/8" 60imp pierce of .5 thick shim also
BTW, I’m no pro still learning but I been so busy making parts, I don’t really experiment right now. I found what works and just run with it. I run about 110psi If i remember also.
My post was what Hypertherm recommends. I don’t have one but I use their info as a starting point and they’ve got a good educational series on welding & cutting that I’ve used for awhile now.
Can’t take it as gospel though because it seems that every brand operates a little different than each other so your approach is what I’ve found works consistently - see what works and do that. If it doesn’t work try something different and try again.
Hey Dennis, it sounds like we might have been on the right track reducing the gap.
Could you try reducing the gap to about a business card or less, then program the circle pattern you had for 20 IPM with 1.0 second pierce delay?
I’m also wondering whether the piece of steel, being so small but so thick, should perhaps be clamped to the slats somehow. If it were bigger, the friction due to its weight would be higher, and perhaps the tip could move away from the slag and complete the cutting pattern without issue. Whereas right now, the piece is so small, it doesn’t take much drag at the tip to cause it to shift (that was the initial major issue we saw-- right after the initial piercing, the piece of steel got pushed across the slats by the tip).
Order up the unsheilded deflector and nozzles for your hypertherm 30xp’s then set your stand off with the thin shim. You will be much more happy with the results. It increases you cutting capacity and speeds slightly too. Made a big difference on my hypertherm powermax45.