Hey everyone,
just ordered a crossfire today without the razorweld 45, I’m looking to cut 1/2" Al. Is 45amps sufficient for this? I found information online indicating I would need 130amps, does anyone have any recommendations for cutters or amperage?
Thanks
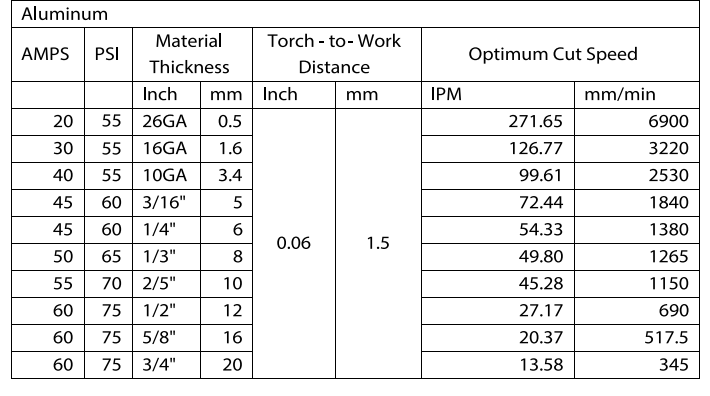
This is the chart for my Primeweld Cut 60, I have not cut aluminum with it so I can’t report on results.
1 Like
Welcome to the forum!
You might want to move this to a different category to get the best coverage. Plasma Cutter->General Discussion might be a good place. I can move this for you if you’re not sure how to do it.
I’ve cut lots of 3/8” Al before, so close to what you are doing, with good results. Initially with a razor weld 45 and now the primeweld 60.
The 45 amps from the razor was ok. Just had to run it slower. With the prime weld you have more power so can run a little faster. I used book spec but found adding 10 more psi of air made a big difference. You will get razor sharp cuts on the front but the back will always be rough. That’s just the nature of Al. Cleans up ok with a grinder / sander.
The main thing you have to watch for is spatter. That initial pierce will spatter material and either stick to the plasma tip or the metal and create a lump. If you cut small holes or squares you will have trouble riding back over that “lump”. So pay extra care to where you pierce. Always in the middle of a small part for a inside cut, Far away from you cut line on a outside cut etc.
The spatter sticking to the tip causes issues also, it will do the initial cut ok but on the next pierce you can get a false z value as the material stuck to the top increases the cutting gap. If that make sense.
So increase your air a little, use some welding anti splatter on the work piece and the plasma tip. Buff a little area for you to attach your work clamp as some Al comes with a coating on. Lastly, stand there and watch it. A sheet of AL that thick is expensive. If something goes wrong be prepared to stop it and after every pierce and cut, when it lifts up to fast travel, pause it and check there is no splatter stuck on the tip.
If you are cutting long lines near the edge of a sheet, that little 1/4” strip your leaving will warp. I’m my experience it warped down and lifted the materiel causing height issues. So stay away from the edge. Normally I cut close to save material but in AL I can’t. I leave 1/2” to 3/4” for long lines near the edges.
Lastly once your done cutting Al, drain the table and clean up all the material.
2 Likes



Awsome, thanks, can I ask which plasma cutter you’re using?
Thanks Scott
1 Like
Thanks for the advice Craig

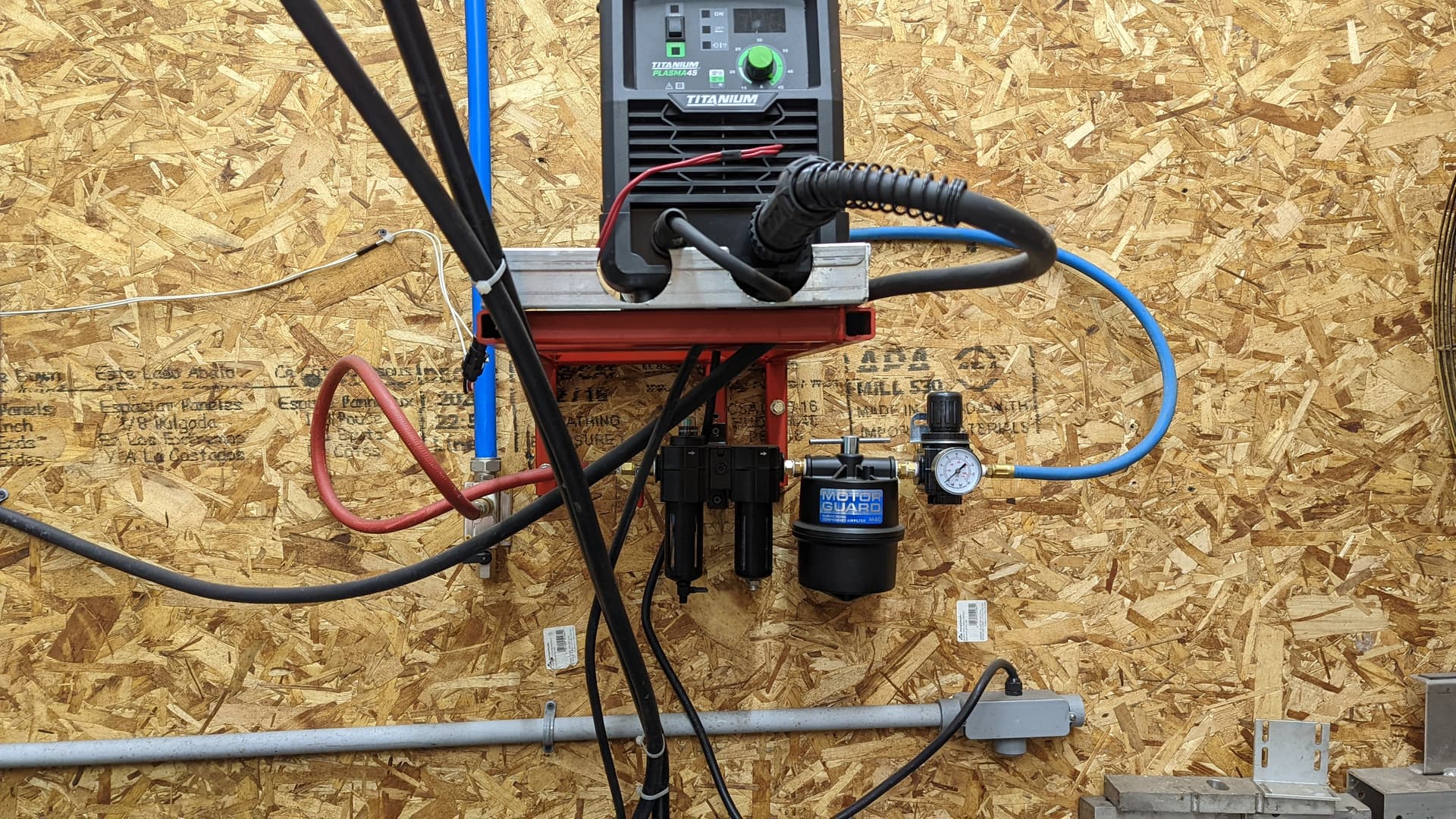
I am using the titanium 45 plasma cutter.
1 Like

Have you cut 1/2" AL?
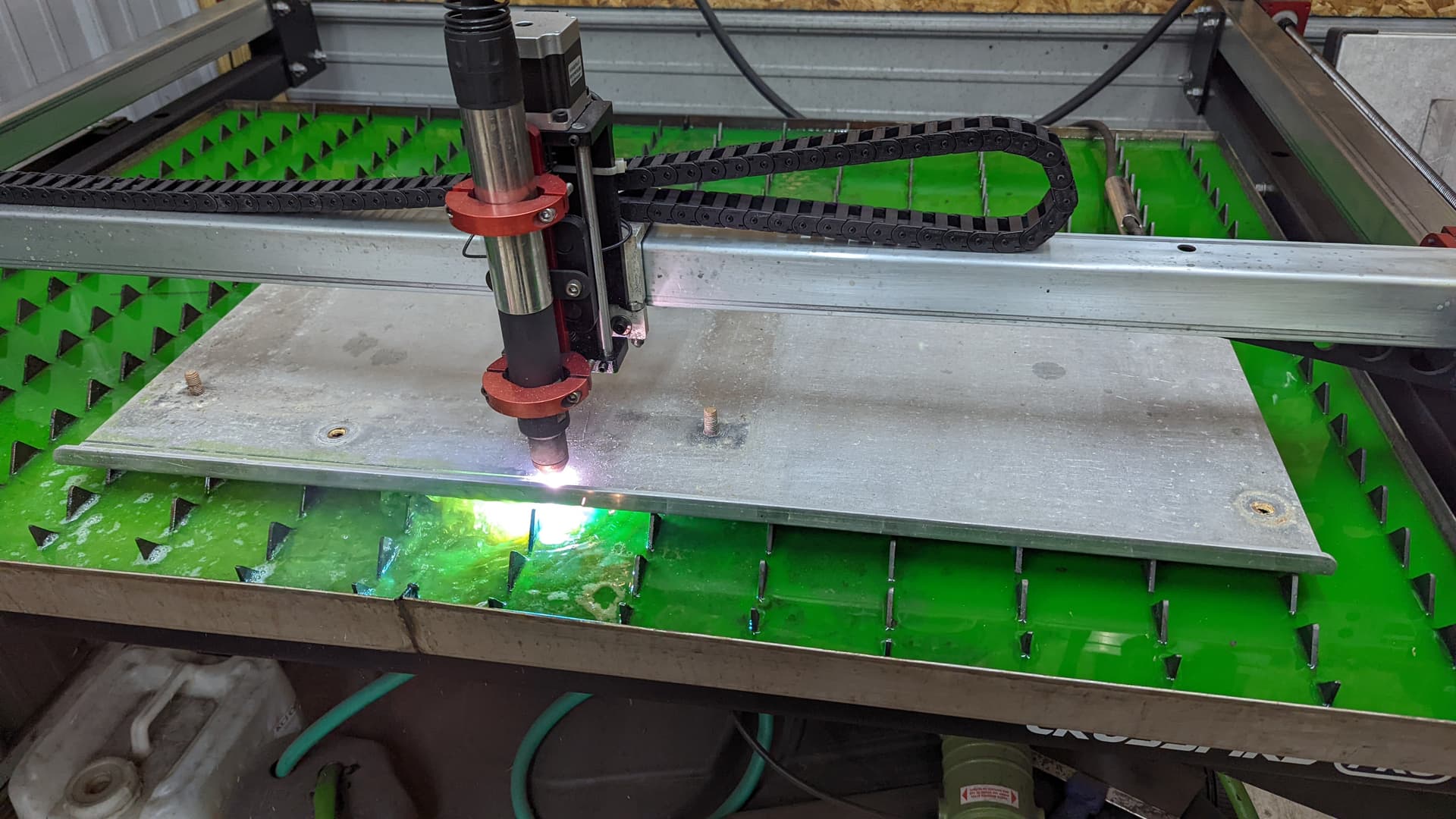
Yes, cut great. will post some pics.
Can you include your cutting parameters?
Yes, I will Tom. Will be some time this weekend, with pics/settings.