So after many problems solved and just one problem left. I have a crossfire table and a Bestarc BTC 500 XP. So I have a 2", 1 1/2’“, and a 1” holes to cut out with a border from 3/16 plate. To my extreme excitement everything moved into position and I took a seat. The torch moved over to the first hole and blew a perfect hole and cut a perfect 2" circle. After 6 months of forums and my son asking me if this was a good buy I said " seat back son and watch your dads magic" and we watched it move to the second 1 1/2 inch hole it blew a hole and nothing. No movement but lots of flame, flame and more flame. But son, man I told him “its so close”. Here get the hole saw. Everything works very well could you please tell me what the issue might be? Also there is a post for Bestarc BTC 500 xp solved but not with the movement issue. I will pay a trouble shooter to come by and get it running. It also has a z axis up grade.
Does fire control throw a fault code?
Are you using a laptop and is it plugged into the wall?
Hi, thank you for your reply. 1 pierce delay to long or short. It was .1 then .5 then 1 nothing worked. lap top Plugged in or unplugged in no difference.
Does fire control throw a fault code when is fails?
Does plasma cutter throw any fault codes when it fails?
Where is the torch holder clamped onto your torch? Could you torch be mounted in such a way that it’s interfering with the internal moving components of the torch.
Interesting in the promo material for the plasma cutter you bought shows it being used with one of the crossfire clones.

Have you tried to run the same program with the holes with the THC (torch height control) off?
Are you hooking up your torch height control with raw voltage or with divided voltage?
Out of curiosity what was your reason for buying this plasma cutter?
Did you base your decision on price?
I noticed that it is not on the compatibility list for langmuir systems. I know that it’s a non-high frequency start but it also hasn’t had a blessing from Langmuir.
https://www.langmuirsystems.com/plasma-cutters#plasma-cutters-table
Either way it should work with the non high frequency start.
I would try to run a program with the THC off.
If it works I would start to scrutinize how your THC circuit is wired . Raw or divided ? did you pass a THC test ?
Could you post the g code code for the holes that you tried to cut and failed.
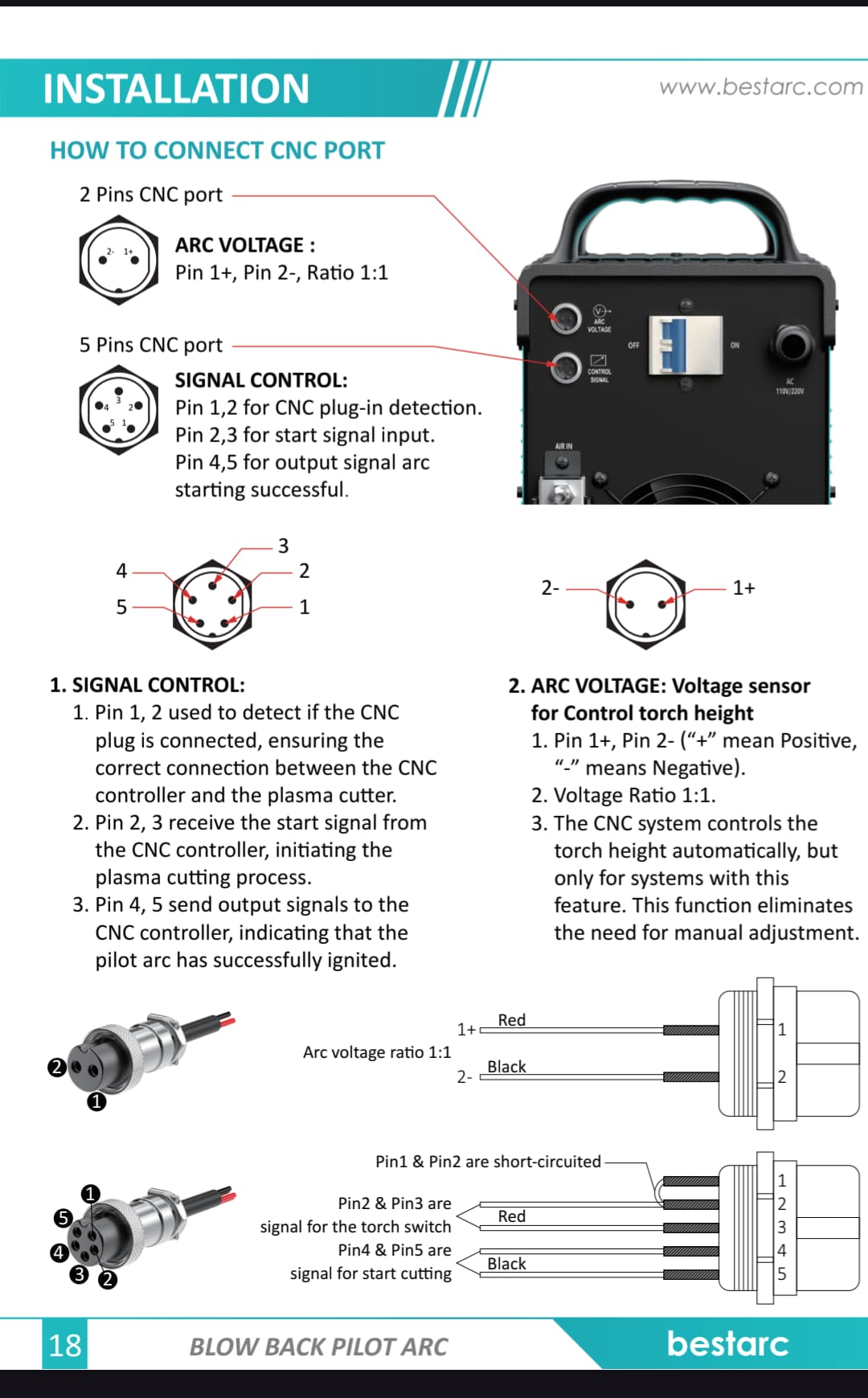
So the output from the CNC Port is 1:1 so it’s designed for RAW voltage. Historically with other brands raw voltage from the CNC port has caused issues in the past. Normally a lot of recommendations to hook up raw voltage directly to the lugs of the torch and work clamp.
When you performed your THC test during the original startup of this table what were the numbers that passed with?
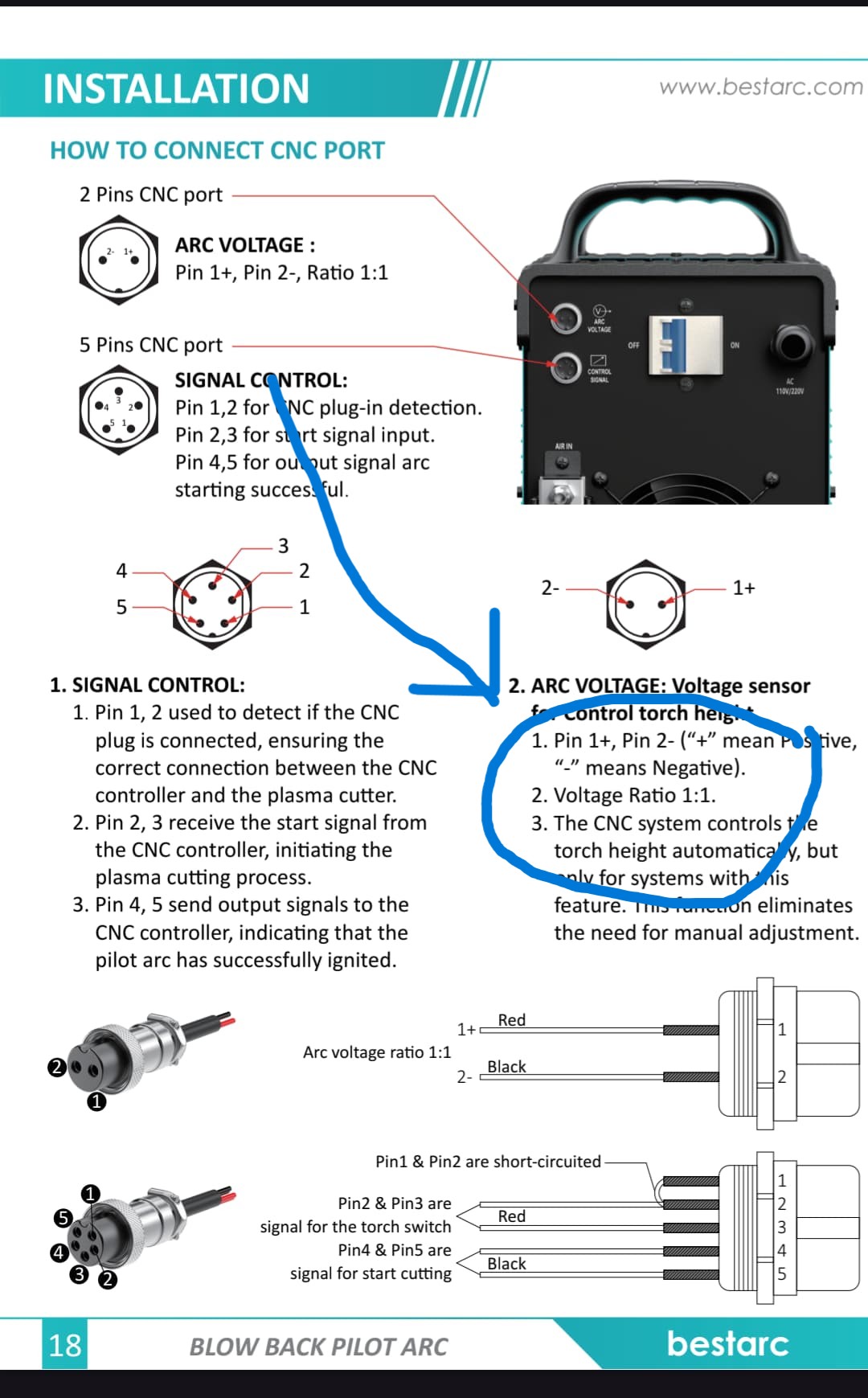
According to this spec sheet, the divided voltage on this machine is 1:1. Langmuir’s tables require 50:1. Hook it up to RAW voltage and read how to do it correctly.
I know it is off the current problem/subject, but what a terrible example of mounting a machine torch (in their ad):

I have the same setup minus the machine torch and had a same? problem (1st cut perfect, 2nd cut seemed to start but then the arc stopped while piercing the next hole) Make sure the trigger on your bestarc is set on 2T (vs 4T). That solved it for me. Hope this helps.
@Woohoo365dayweekend welcome to The Forum
@Woohoo365dayweekend Welcome to the forum! From your moniker I’m guessing you’re retired where every day is a Saturday.
The most important part of that is, every night is a Friday night! ![]()
That was the first thing that I noticed as well.