I’m new to the plasma table world, have a CrossFire with Razorweld 45 I picked up on marketplace. I’m mostly cutting 10 ga. sheet and keep getting mixed results with the cut quality, specifically excessive slag on the back of the sheet. Sometimes the cuts are mostly clean, other times more slag. Recently I did a part with lots of small short cuts for holes within a larger field. The short cuts had slag while the long continuous perimeter cut was very clean. I’ve turned up the internal regulator, set to 70 psi. Replaced the consumables on the torch. Have external dryer and filter for the air. Best results so far have been 70 ipm, 40 amps, 0.063 cut height. I’ve did a bit of research and haven’t found anything like turn this knob to reduce slag. Any help would be greatly appreciated.



@wsurf4me welcome to the forum!
Tell us more about your setup. You are using a RW cutter. what is your air setup like?
Have you verified your cut height?
My first guess would be you are cutting to slow. Back side dross is usually associated with your cut speed being too slow, the reason your small geometry has more back side dross is because the torch isn’t getting up to speed. You indicated you have done some testing. Have you done any test coupons to see if running a little faster would clean it up?
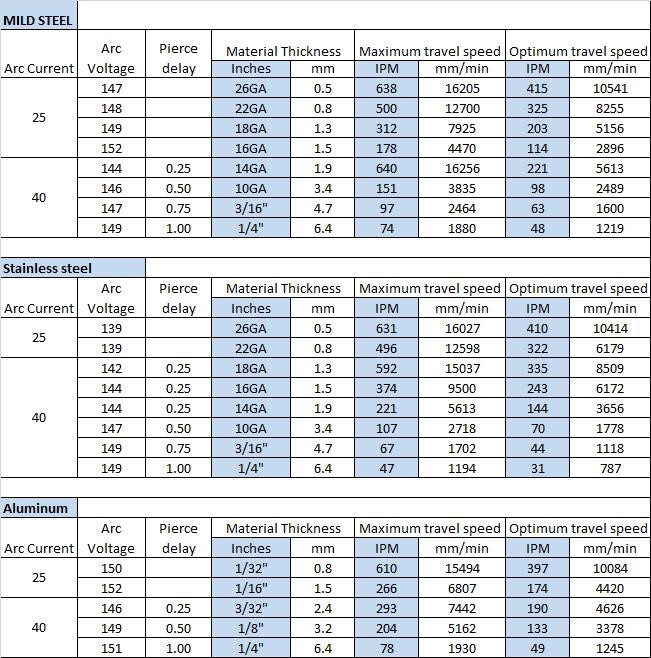
Here is a cut chart I found for your cutter… try speeding it up a bit
Thanks for the quick response. My air pressure is set to 70 psi on the RW gauge while running. I have a desiccant dryer and motor guard filter at the input to the RW. I hadn’t verified cut height and sure enough it’s off by 0.020” which I assume is the springback being added in. I went ahead and changed my cut height to 0.040” to compensate for this as I couldn’t find the springback setting to zero it out. Also increased speed to 80 ipm, cuts look better, will try 90 next.