I’ve been having all sorts of (seemingly) random issues relating to cut quality. The biggest issue is cutting inside holes. The immense amount of taper/bevel has been hard to consistently diagnose. Constantly running through a checklist of troubleshooting ideas.
//// Consumables
//// Pierce Height
//// Lead in/Lead out shapes/lengths (overburn)
//// Cut speed
//// Cut Height
//// Cut Amperage
//// THC Voltage Monitoring
//// Air Pressure
//// Gantry movement; square/plumb
//// Machine Torch Level/Plumb
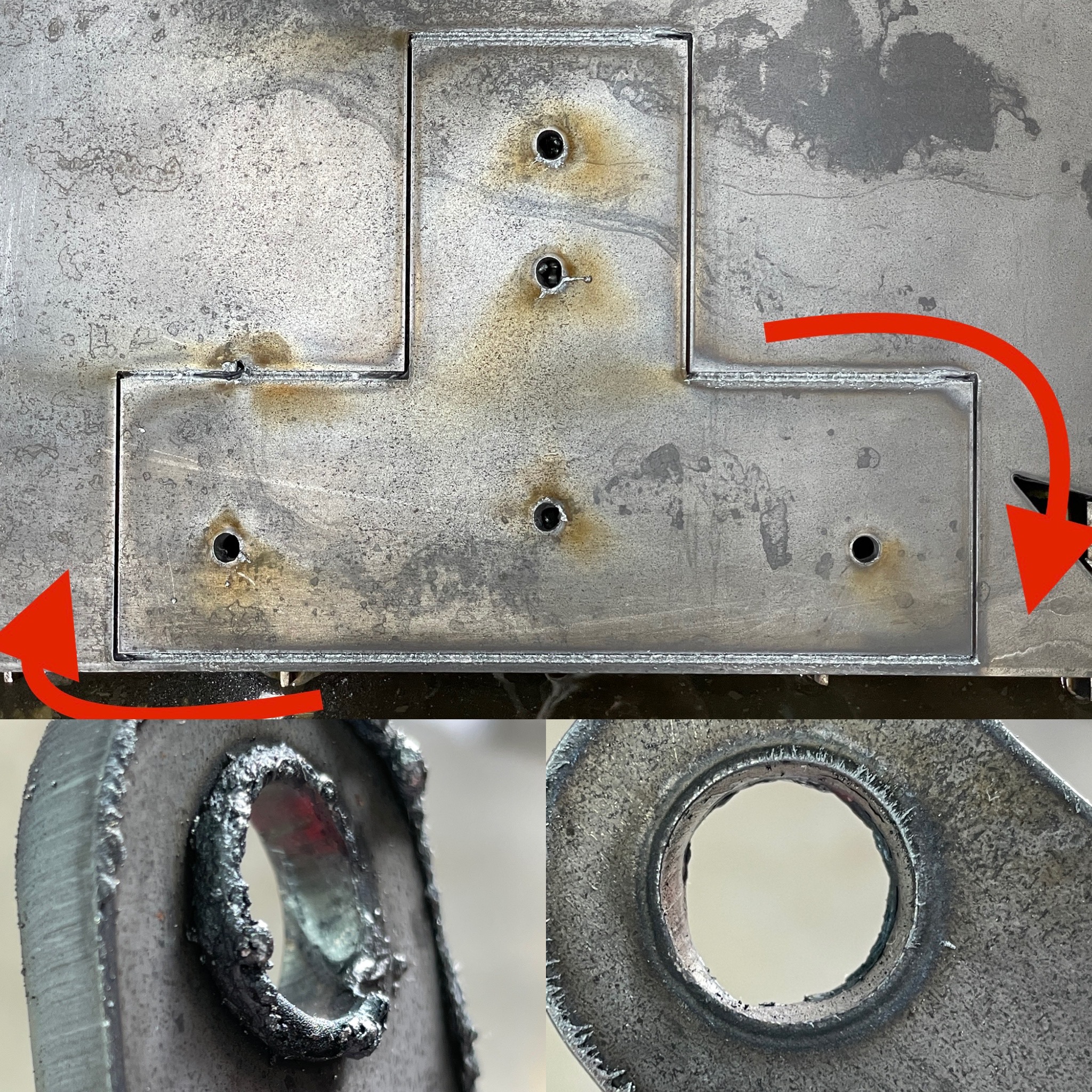
Take a look at the attached images. Cutting 1/4" mild, hole size = 1/2" dia. When cutting inside-holes, I’ve got this thing slowed waaaaaaaaaaaaaay down, in an attempt to find something that will reduce the taper. With this hole I think I was running something crazy, like, 70 amp @ 15 IPM.
The other image includes something fairly new. Great cut quality when traveling along the Y-axis. Absolute garbage when traveling along X-axis. 45 amp @ 35 IPM
Plasma Cutter: Lincoln FlexCut 80