Hey guys , i just got my Cross Fire and i was creating a couple things while i waited for shipping , this is one of those things i made on fusion 360. the only issue im having is when the machine moved from one circle to another it creates this “exit wound”. this already the 7th different tool path/ g code made for this part, and although its heeps better than the first these lines its making are driving me crazy , its as the plasma is turning off and moving on to the next hole , i know because i can see it eases off penetration towards the end of the line, ive already created tool path where it will lead out same as the lead in to the center of the circle which helped make the line smaller but the line does still exist . Ive also turned down the jog speed, played with pierce delay , making it longer and shorter, changing cut speed up and down. Just about everything i can think of. Im getting close but im just getting frustrated trying and trying and wasting material . Any advice to fix this or lead me in the correct direction. if you need any more info as far as my setting let me know . Thanks in advance. Im very happy with the cut quality just the "exit wound " is my problem. Im using a titanium 45 plasma at 42 amps on 1/4 inch steel.

Sounds like a Plasma Cutter issue - it is sticking on. Maybe the relay in the control.
What make and model of plasma cutter?
What torch? If it’s a hand torch, can you press the trigger and release it and it turns off?
Is the torch holder on the Z axis clamped around the barrel too tight? Some torches can get compromised internally with the torch holder too tight or in the wrong spot and cause the internals of the torch to bind.
Can you duplicate it by turning on the manual fire and when you turn it off, does it stay going?
Post a pic of your torch in the Z axis.
This is at least the third time I’ve seen this with the combination of Fusion and Titanium plasma cutters. It’s not a 2t/4t issue, because Titanium plasma cutters don’t have a 4t function.
I was able to send a Sheetcam file to one user, with a .5 sec pause after each cut, and it solved the issue with the late shutoff of the torch. I don’t think there is an easy way to insert that pause in Fusion.
If you want to post the DXF or send it to me in a PM, I’ll send you back a file with the pause after each cut.
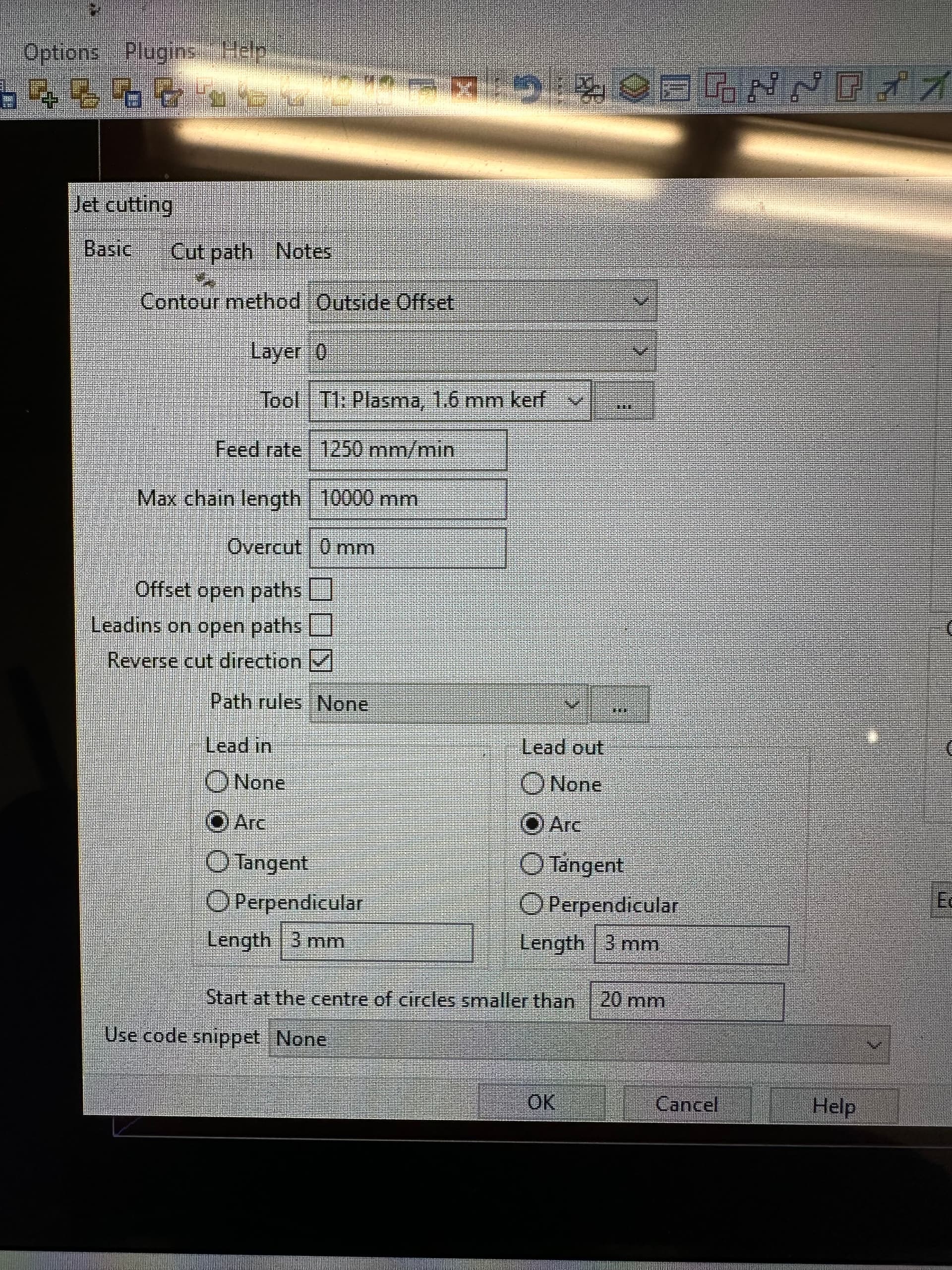
Try deselecting lead out box. You should see these tails when you simulate cut path.
(Sticks) its a titanium 45 harbor freight plasma , one of the guys mentioned this seems to be a issue with this specific plasma cutter , it is a hand torch , when I test fire using fire control it seems like it is shutting off pretty quick , but maybe just not quick enough for the speed the machine travels from one cut to another
@ds690 i think a pause between each cut would 100% fix my issue , unfortunately I’ll be at work all day, but one I get a chance I can send it over to you , but I think I’m gonna just download sheetcam if it has this option , until I upgrade my plasma, I have a few things I need to cut soon. Thanks for the reply .
@DonP I’ll give it a try , I need to go buy some more material since I used almost everything I’ve had for like 8 of these failed cuts . But it does seem like what @ds690 said would be the fix to my issue .
Thanks you all for the reply’s , once I get back to the machine and get some material , I’ll give an update. Thank you !
Set your amp to max 45 amps, I have not had issues with Titanium 45 with machine torch on my pro. In sheetCam I set 1 second pause at end of cut and have no lead out.
You can add a manual pause within Fusion 360 at the end of every operation. But they do not have a feature to add a pause to the end of every cut. You would have to have each hole as its own toolpath profile and then add a manual NC pause in between. I’ve seen a couple post processor add-ons that claim to be able to insert an extra pause at the end of every cut but I’ve never used it myself.
You could also add that pause manually in notepad.
https://help.autodesk.com/view/fusion360/ENU/?guid=GUID895129FD-6548-414D-8B31-EDBCC5EF4439
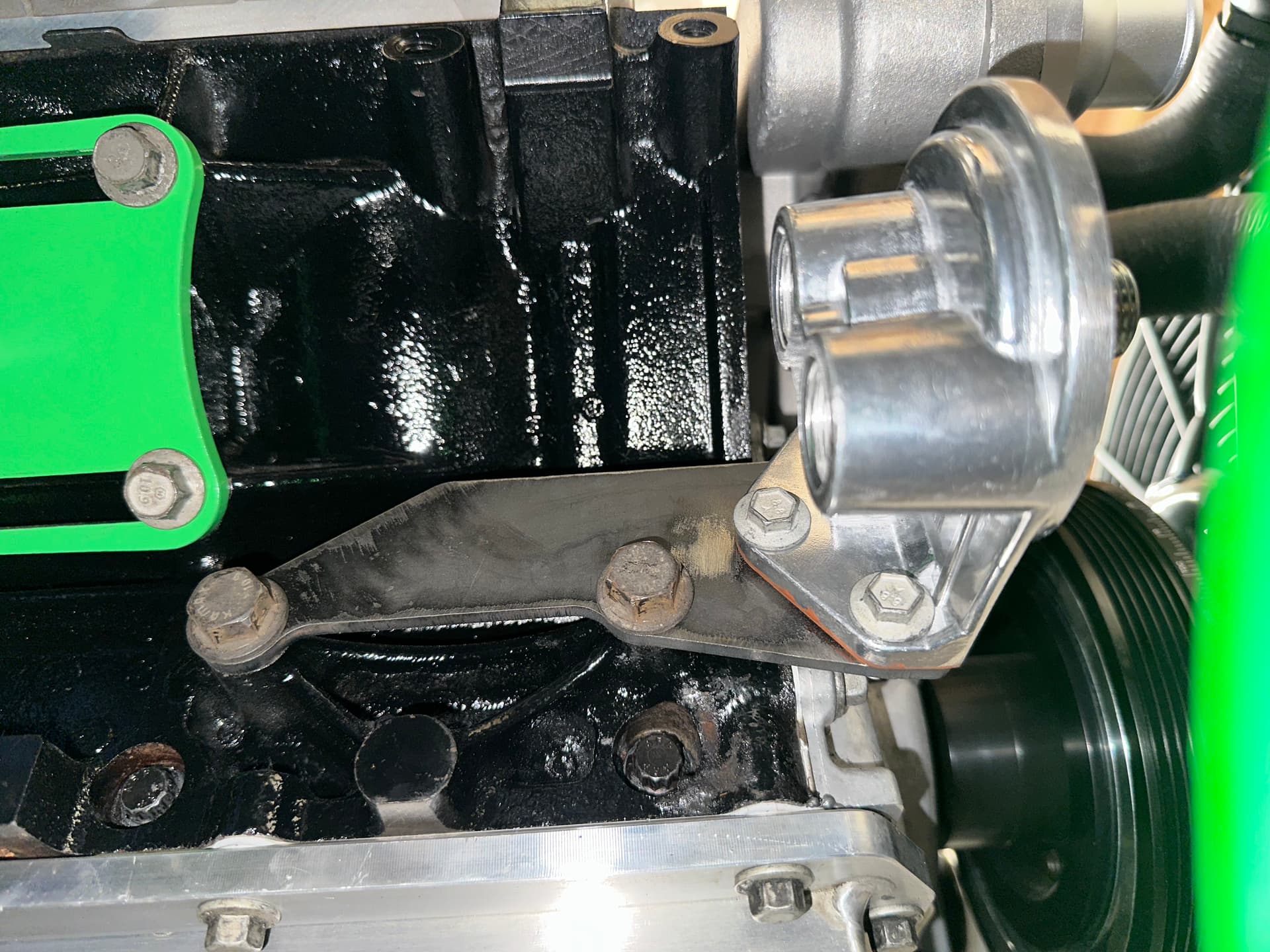
PROBLEM SOLVED, I want to thank everybody for chiming in, I ended up sneaking over to the shop before work, rummaged for a usable piece of 1/4", downloaded and used sheetcam to add the 0.5 sec pause between each cut and it came out perfect, the slightest hiccup on one hole , but ill take it as a win i used a file to reem out the hole just a bit. I included my tool path or operation or whatever its called for anyone interested and the final fit up and mounting , an oil filter relocation bracket for a LQ9 motor in E36 bmw using oem AC compressor bracket mounting location.
ill have to seperate the picture in different messages since im a new user, not allowed yet

It is so refreshing when the OP returns to explain the outcome/resolution. Nice job both @ds690 and @MadScienceGarage.
What will you do with all of that spare 3 seconds waiting for the cut to be finished! ![]()
Edit: Technically you have found a “work-around” resolution. It would be nice to find out why the torch is not stopping precisely when it should. I will change the title to reflect that.
set max chain length to 0.