So I was running a program with THC off and IHS on, the IHS system was acting pretty aggressive during the cut process. It wasnt just coming down and gently touching off on the material, instead it was slamming down and pushing past the material, lifting it on the other end.
I guess my question is, is there any sort of calibration that can be done with the IHS system, maybe to zero it better and give it a better reference point of where the material SHOULD be so it doesn’t actually push down that hard? I’m super new to this and I’m not finding any resources that mention this at all.
cut height test.tap (224 Bytes)
Load the file onto FireControl. It will move the torch to the cut height and stop. You can measure the distance from the tip to the sheet. Report back with the findings.
What thickness of material were you cutting? IHS will press hard enough to separate the contacts, so check with your hand how much pressure it takes to raise the mechanism. There should be just a bit of resistance but not a ton.
I see two possibilities. The first is that the IHS switch mechanism is not operating properly or at all.
The second is that, somehow, the Z Axis Stepper driver switches got set to the wrong setting and the Z Axis is moving much faster than it’s supposed to. @Bigdaddy2166 's test file will exercise the Z Axis, but you’ll need to do some inspection of the IHS switch and/or Z Driver switch settings to determine cause.
Check the two wires going into the z axis motor as they can become loose very easy and its very difficult to keep these tightened. But those symptoms are exactly what I was seeing when the wire was loose and not making a connection. You need to use small needle nose pliers and a flat head to tighten the nut.
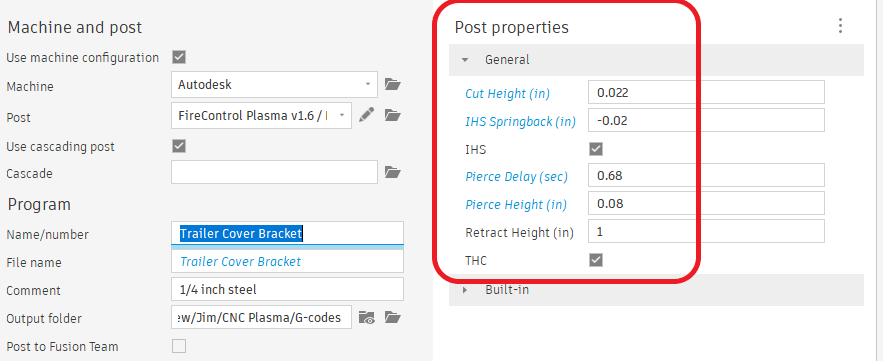
Interesting?! If you are using Fusion 360 for Post Processing and you entered 0.006 in the Springback/backlash setting you would effectively set the Springback/backlash in the gcode to 0.026 as it would have added your number to the pre-set number of 0.02.
If that IS the case (your gcode is reflecting a springback/backlash of 0.026) I would suspect that you are having some EMI issues and your problem may return.
If you are willing, please answer Tom’s question. (After all, we are all learning and every piece of information can be illustrative for someone else’s issue along the way.)
I think it was initially set to .02 or .04? Whatever the default was. Sorry my replies are so slow I don’t normally use this email much and wasnt expecting so much engagement
As I was saying, whatever you type in the Springback/backlash area on the post-processing menu box will be added to the default that Fusion 360 already intends to put.
In this example, I put “-0.02” which will result in a gcode of null or zero in the springback/backlash.
If you put a value of 0.02 in that box, the gcode would be 0.04. That makes a huge difference if your cut is off that much. If you enter “0.0” the gcode would be 0.02…don’t ask me why?!
Thanks for reporting back. Please let us know if things change again.
On my machine in Fusion 360 I had to set my springback to -.02 for the torch to go back up to .15 corectly on pierce and then drops correctly to .06 cut height.f For some reason Fusion automatically adds .02 along with backlash adding .02 which put me way high so in my post processor I just plug in -.02.