Hello all,
Having an issue where my machine is not adhering to the Z clearance settings in sheetcam. I think there must be somewhere else this setting is set that I am missing. I am setting it here:
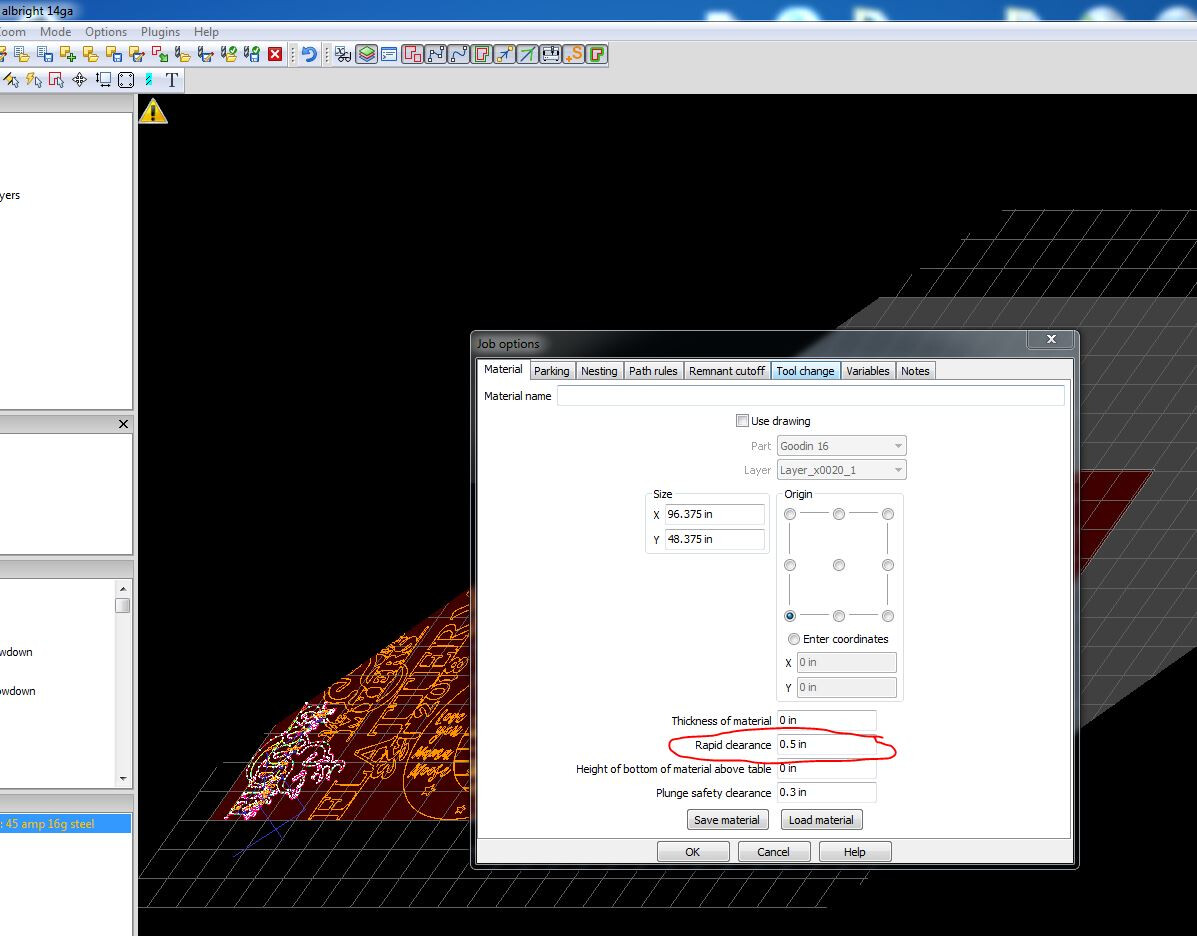
Despite what I put in this box however, my machine always brings the z up 2 to 3 inches between ever cut, and kills a lot of time. Am I doing this right? I’m looking for any ways to speed up my machine and this is one of the major time sinks. (See my other post about reducing the frequency of IHS touch-offs, which it doesn’t seem like there is a easy way to do). Thanks in advance.