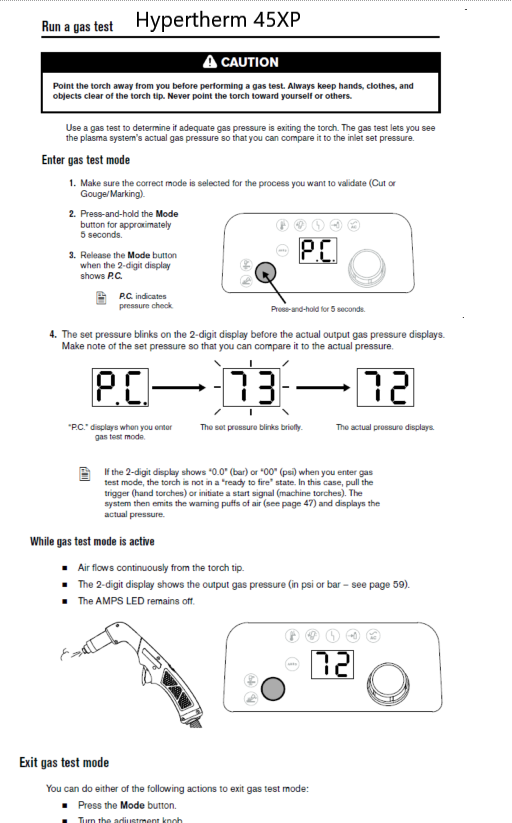
You might check the air pressure of the machine. Perhaps that is what you did when you got the reading of 65 psi. Just so we are on the same page, here is the Gas Test:
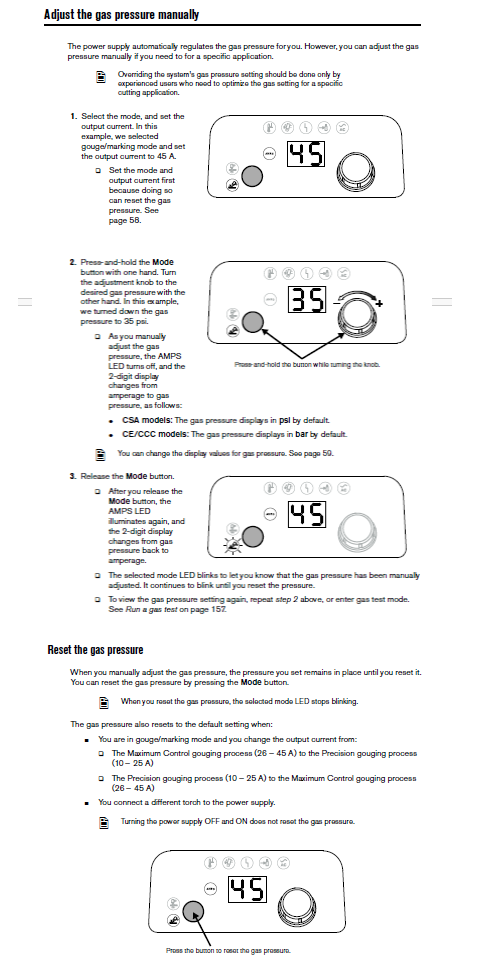
Edit 2: Just for help to others in the future, you can set the Hypertherm 45XP air pressure but you should only do that if a quailfied professional such as Langmuir or Hypertherm support services gives that suggestion. In this case, the OP has already been given the instructions. Here they are for reference and they are found in the manual so it is not TopSecret.
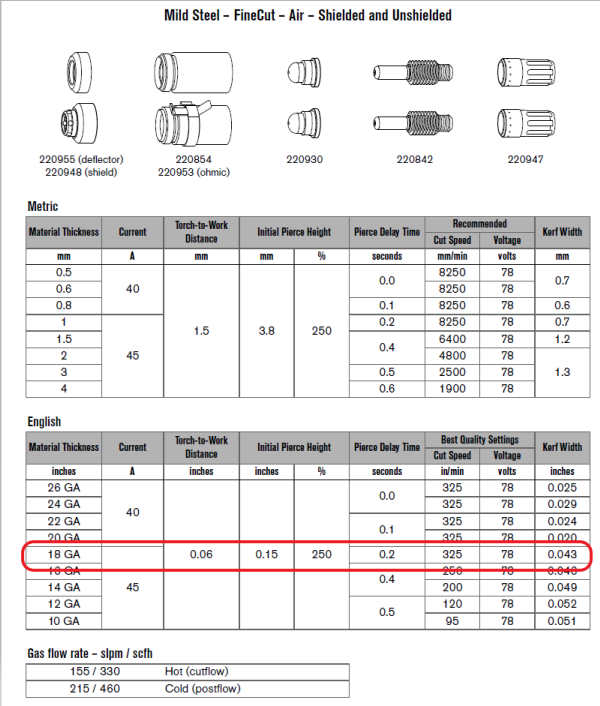
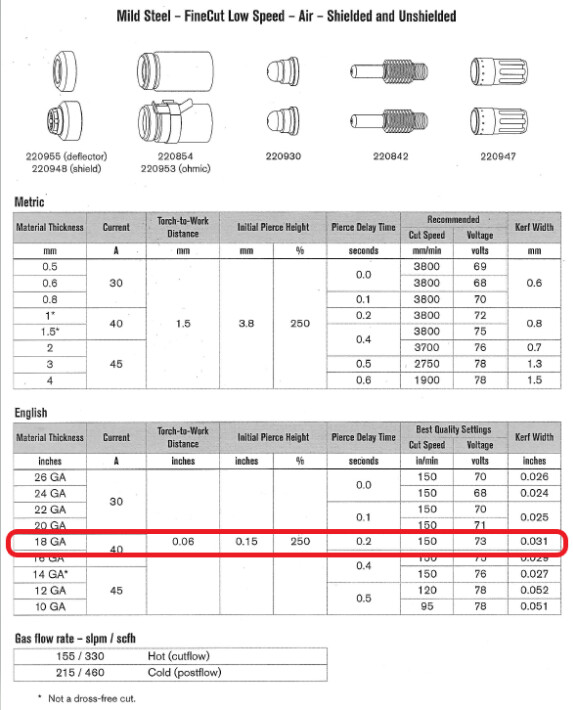
Edit: Cut Speed. I have to agree with Erik, whether you used the suggested 45 A per the Hypertherm chart or extrapolated with 40 Amps, the cut speed of 150 inch/min does not fit the chart:
So I would guess the only way FireControl/Hypertherm would be able to know what chart is being used would be by using Nominal Voltage? Question to @brownfox or @TinWhisperer or whomever else may know.
I forgot how fast the 45 amp setting was. It’s interesting to look at the kerf difference and speed change in just changing 5 amps.
I dont use nominal voltage, always smart voltage. I run default THC settings as well.
The only time I’ve entered a voltage was when I was diagnosing my torch raising back when I first got the table and was cutting with the laptop plugged into a grounded outlet.
You are probably missing something simple somewhere in the process. Cutting one thickness fine but another failing on the second pierce means you have changed something somewhere and just missed it. I would have to see you swap out material and see the 18 gauge fail before I spent any time brainstorming what would cause that.
Where’s the work clamp?
What program are you post processing with? Pierce delay needs to be .5 at least.
Set pierce delay to 0.5 (Never lower)
The hypertherm switching servo is evidently slow on the 45XP
I had the same problem, 0.2 first fire fine, next fire NO GO.
I run 45XP at 45amps, 250ipm with 16ga. 0.5 delay
Not related to THIS problem but, also something else I have figured out is that after it makes a few hundred pierces, it may not fire but then on restart will fire.
Remove the nozzle.
Use fine sand paper to remove residue and smooth the electrode.
Use a little steel wool on a drill but and polish the TIP inside where the electrode contacts it.
When these areas get dirty or rough they cause mis-fires.
This happens because the electrode is negative and the nozzle/tip is positive. Every time the electrode is pushed back away from the nozzle/tip is arc’s causing little pits or burn marks. If is happens to try and fire on the same spot it will misfire. By cleaning the electrode and nozzle/tip it gives it a new clean area to fire on.
Note here: taking metal/copper off the electrode or nozzle is not a good thing as it can cause extra damage to them. just wipe them down with steel wool or 400 paper.