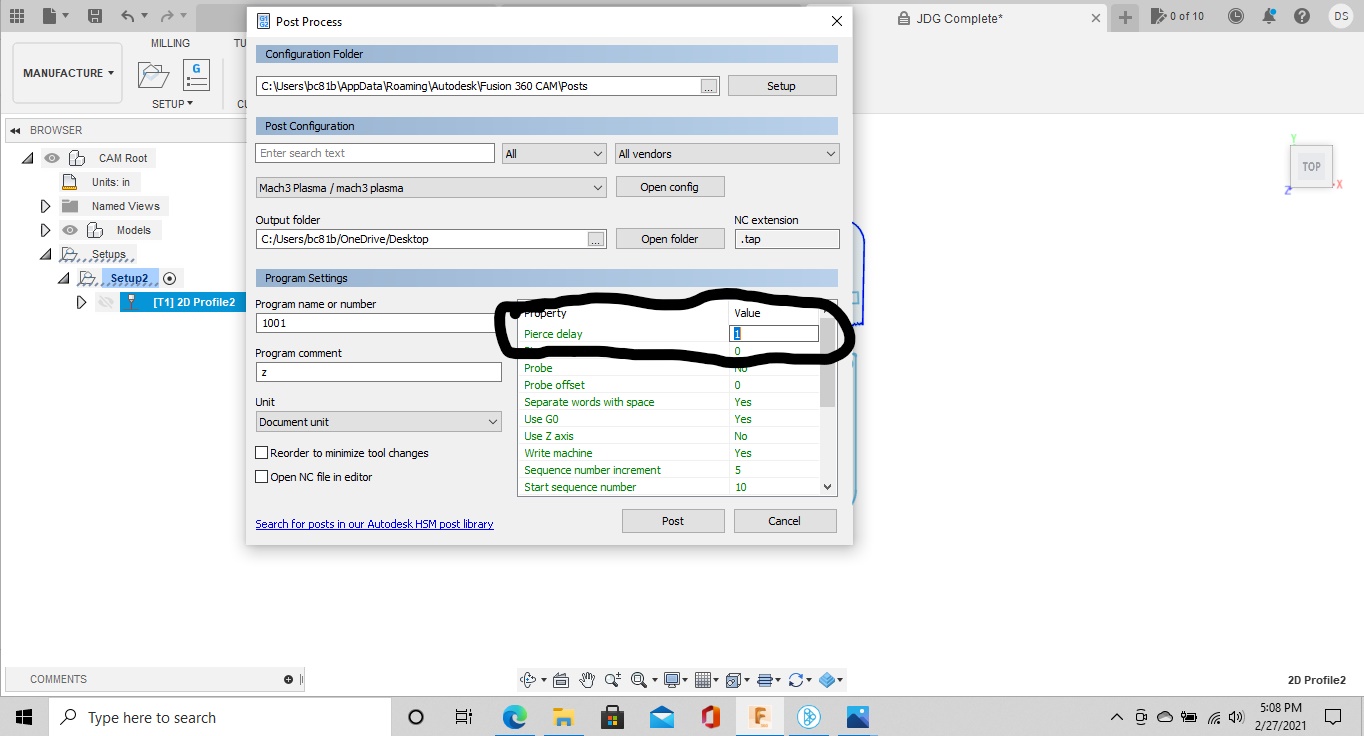
Edit, upon further rumination I’m betting you have too long a pierce delay and too slow of a travel speed for 22 gauge. Probably barely even need a pierce delay with material that thin , plus a fast travel speed. What amperage are you cutting at?
My guess is not enough air or something isn’t installed right, maybe the gauge is off? The little whistle doesn’t sound right though, maybe the torch cable is kinked.
Only other thing I’d think is the pierce delay is too long and it’s blowing out the entry point and losing the arc. What’s weird is that the THC isn’t stopping the cut, or do you not have THC?
I’d have to agree with everything Brownfox mentions above regarding cut speed and pierce delay… Also looks like the torch is also quite a distance from the material and gets larger as the cut continues.(Probably why he asks about THC)… Not sure what the Razor Cut calls for for standoff but, take a peek at that too!!
Definitely way to slow for 22g probably almost max out that machine speed cutting that. Its also going to be tough without thc if you’re cutting anything bigger out.
I will agree that it is pierce delay bc you can see the torch go out before it even moves to cut the circle. What are the amps @Hennadii is using? ? for 22ga ; 33amps at 95 ipm or faster and 75 ipm lead in? .5 pierce delay?
I don’t have an automatic height adjuster HTC. And please tell me with what parameters i need to cut thins metal 0.8 mm and Probably barely even what delay should be set and where should it be set?