I can’t find the answer on here for this. It’s a very simple design - 4x4 plate with corner holes. Loaded into SheetCam and it ran post processor fine. I loaded a toolset I found for Hypertherm based on what I have - a 65 SYNC.
I used Notepad to see the code and I don’t see a “PS” value as I saw on some posts. Is SheetCam not putting that in right ? Here’s some of the code.
CL “Spindle CW”
CL “Spindle CCW”
CL “Flood coolant”
CL “Mist coolant”
CN “Feed rate” 2
CN “Spindle speed” 3
CT “Tool”
DC
SZ 25.4
TS 0
ZO 0
PT 0
SN 1 2362.2
FR 2362.2
OP 0
ST 1 “T86 TNTtestPlasma, 0.062 in kerf”
TD 1.5748
TA nil
TL nil
TT “PlasmaTool”
TS 0
RM 0 0 25.4
RM 6.2266478189717 11.219670222286 25.4
RM 6.2266478189717 11.219670222286 3.81
SN 1 2540
FR 2540
MV 6.2266478189717 11.219670222286 3.175
SN 1 2362.2
FR 2362.2
MV 6.2266478189717 11.219670222286 3.175
MV 6.2266433050098 11.219674736262 3.175
M63P4 (THC Inhibited, AD2)
SN 1 1653.54
FR 1653.54
I didn’t install the post processor it’s just what came when I downloaded sheetcam. I’ve imported the image, then I’ve loaded a .tool set for my hypertherm, then I select a plasma cut operation then run through the post processor and it creates the .tap file
You have to download the post processor from langmuir install it in sheetcam. Then you will choose plasma cut in the operations menu and the choose your tool
I have never seen the m63p4 or m62p4.
Have you tried to run his code? Do you have the THC? Did you confirm the correct download of the post for that and set up sheetcam for the thc?
Those are the problem. I don’t know why they would be there, unless you put them there. Those are absolutely not needed for a Langmuir table. Edit: they may have been in the toolset you downloaded.
It shouldn’t include those if “none” is selected. If it does, you’ll have to delete those code snippets.
The post processor has no effect on Sheetcam settings. It only takes the tool path and settings that you set in Sheetcam and turns it into the necessary commands for Firecontrol to use.
Those code snippets were probably in the toolset that you downloaded. They are necessary for the machine that the tools were created for. They are a problem for Firecontrol. It doesn’t know what to do with them and will throw an error.
You can go into the code snippets menu and remove them.
Sheetcam will default to whatever selection you used the last time you used the program.
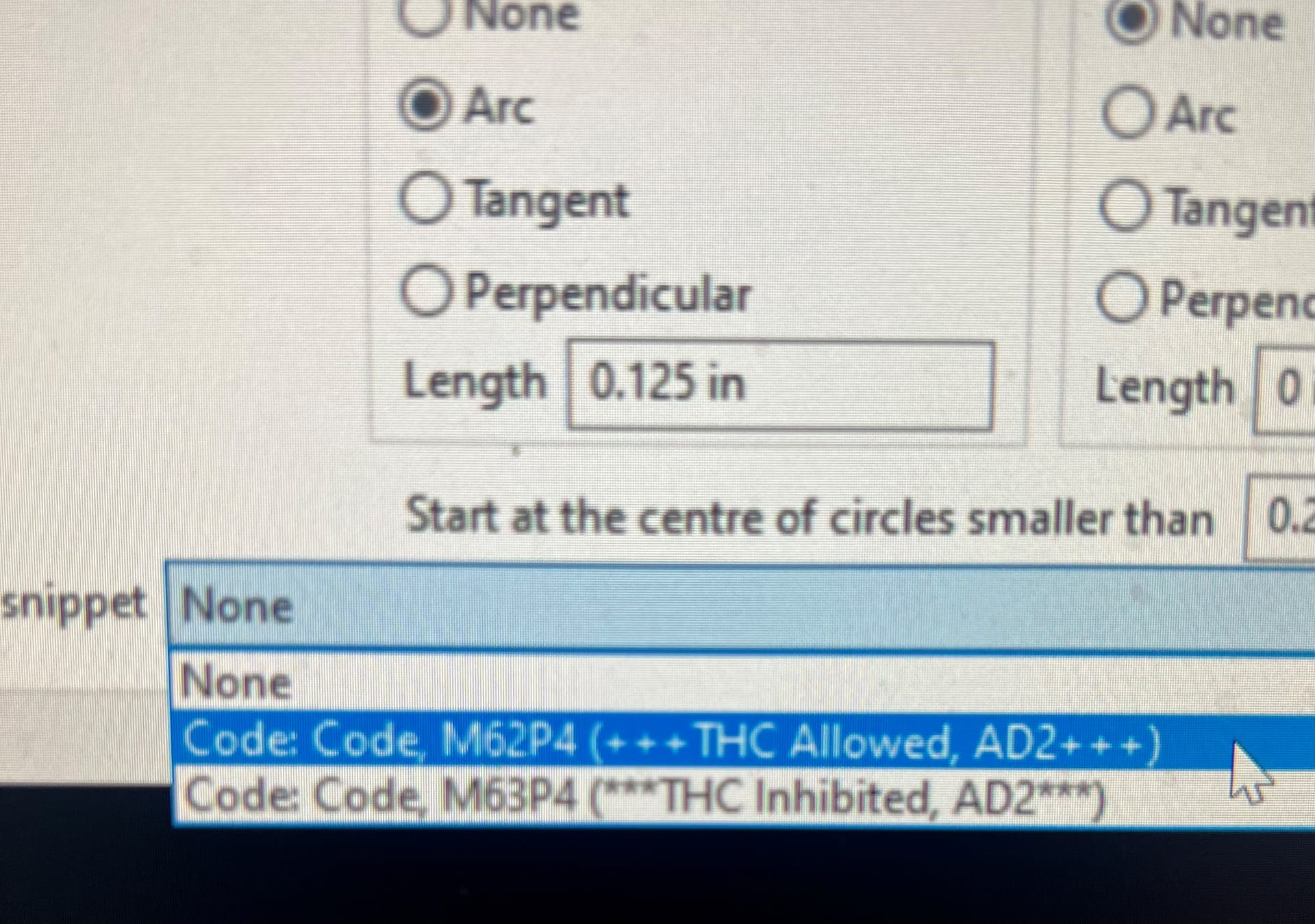
Okay … sorry, still REALLY new to all this so it’s a learning curve for me. I found those two snippets (the M62P4 and M63P4) in the toolset area and deleted them. I selected a basic tool setup and ran the post processor and this is the first bit of code now :
Just be aware that Langmuir tables require a slightly longer pierce delay than the Hypertherm chart calls for. You may have to bump up the pierce delay in some of the tools, if you get an error about moving before voltage was detected. It’s more likely to be a problem on thinner metals, where the delay is less than .4 seconds.
OK I think I’m getting closer to figuring this out. It worked.
I just loaded it into the table and it ran it. On top of that, although it’s a very basic simple part, I have success. I drew this in Inventor, set it up in sheetcam put it into the table and I just cut this part.