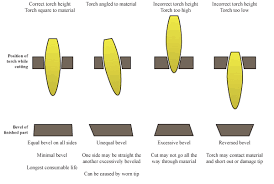
I am assuming you have a Hypertherm plasma cutter. Your cut speeds in line. It appears that the consumables are worn out. The bevel could be the cut height.
Increase your lead-in and out. I use 90° leads. Ensure your kerf setting is correct in Fusion. I don’t make signs, so I always use a tip of 10 amps larger than my settings. I couldn’t care less about the kerf width. The kerf must still be entered correctly in Fusion to allow it to adjust the G Code.
That cut is improving but just to make sure, have you measured your cut height? You stated earlier that you were setting it at 0.1 inches (which is way too high). BigDaddy sets his height at 0.062 inches.
Also, you need to verify what your actual cut height is when you set it to 0.062. Sometimes stopping your cut midway during a cut may not be accurate if THC (torch height control) is adjusting the height for the voltage.
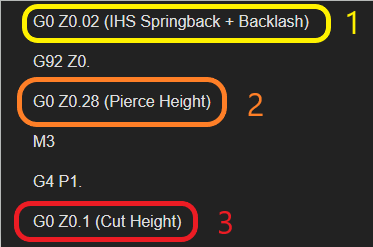
Load this file, run it like you are cutting. It is setting the cut height to 0.060 inches plus it is adding 0.020 inches for springback/backlash. It will cycle for the table thru the IHS (initial height setting) and then stop at the cut height. Measure distance from the metal plate to the torch tip with feeler guage. It will not be firing the torch.
I am sharing two different test files: one is with the springback setting and the other is without. You should get a results difference of 0.020 inches less with the file labeled “NOSPRINGBACK”.
Also, supply the first 20 lines of your gcode file so we can see how Fusion is CAMing your project.
Last thought, there still appears some extra movement whether it is loose mounting of the torch or something to do with the ball screws (whatever they are called) that travel on the lead screws.
I agree with @ChelanJim. It appears your cut height is incorrect. Run the test file Jim posted. The torch will travel down to the setpoint and stop. No plasma cutting. You can then measure the distance and see if it matches Fusions. 062 setpoint.
im very new to this, i know from reading cut heightis supposed to be 0.062” but my nozzles were cheap Chinese crap and was blowing thru them so fast from slag being on the tip. i had to raise it up way out of parameters ( only way to get my short supply of tips to last) just to complete my first big order. (Mr Goerge hooked my up with his consumales. just got done cutting with shielded cons. and love them!)
.059” on no spring back test
.080” with SB
I think my Ball-nut on my y-axis lead screw is not performing up to par… torch and z axis carriage is tight and no slop.
just cut with shielded cons. @
70amps 25ipm 72psi
CH .080” ( First cuts with new shielded and needed it to not screw up for rush job whys its not .062”)
PH .120”
PD 1.2 secs
P.S. running my finger down the cut like top of plate down cut to bottom side of plate its not straight its concaved, put a square on it and its gapped in the middle
For thick plate, you probably don’t require any springback. Tell Fusion you want “-0.02” and it will subtract it from the 0.02 that it automatically adds when you say “0.0”
Pierce Height is generally set to 1.5x to 2x the cut height. If the cut height is 0.06 you should be about 1.2 inches for Pierce height.
Cut Height, as we have already discussed, should be 0.06 or 0.062. Certainly not 0.1. (I understand these were your old values).