It displays under cut speed on the left side of the screen in firecontrol.
What kind of interference? Are you thinking ground loop or plasma cable near the box….
Ran a series of small parts in an array. First 12 cut fine with voltage around 80. Lots of starts and stops so I imagine resetting z to zero helps. However, the last 4 parts did not cut through.
Then ran a square spiral 27s profile - cut voltage moving up and down during cut around 82 max and as low as mid 60. Cut came out fine though.
Out of control torch rising can also be caused by the water shorting the IHS switch voltage over to table where the THC reads it. You will know if this is the cause if you have high resting voltage on your DRO.
Seems like alot of swing.
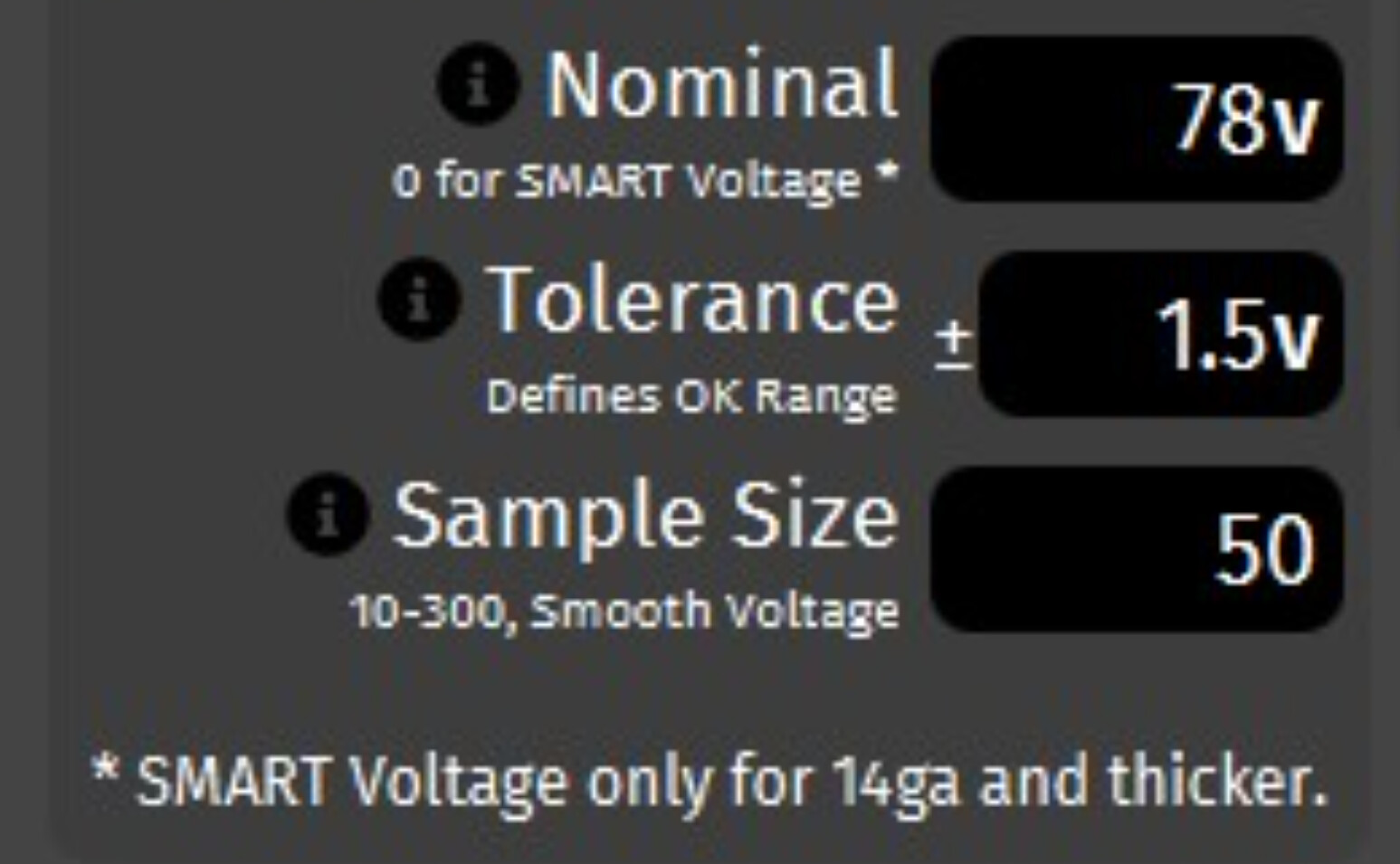
I would write in your nominal voltage from the cut chart 78 volts
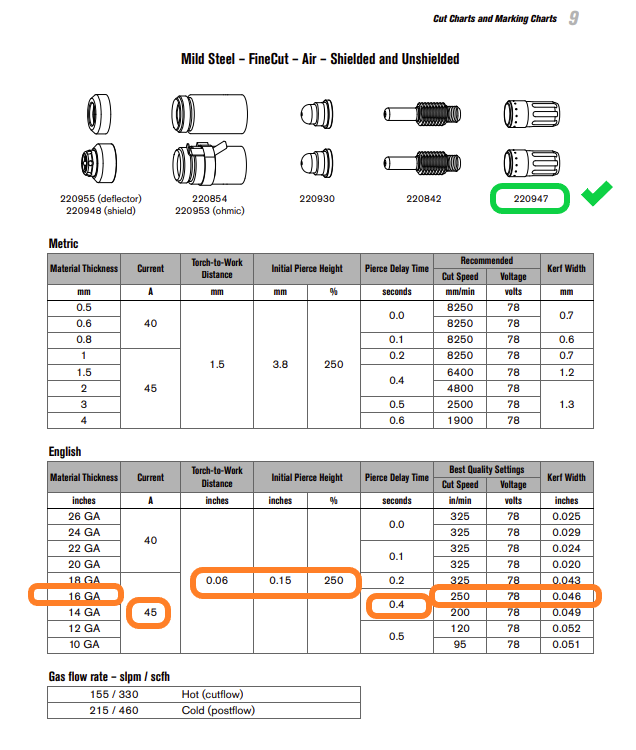
here is the cut chart from your manual
smart voltage is from material 14ga and thicker
that swing is alot how is your voltage being measured . RAW or divided through the cpc port?
this will trigger the torch to rise.
1 Like
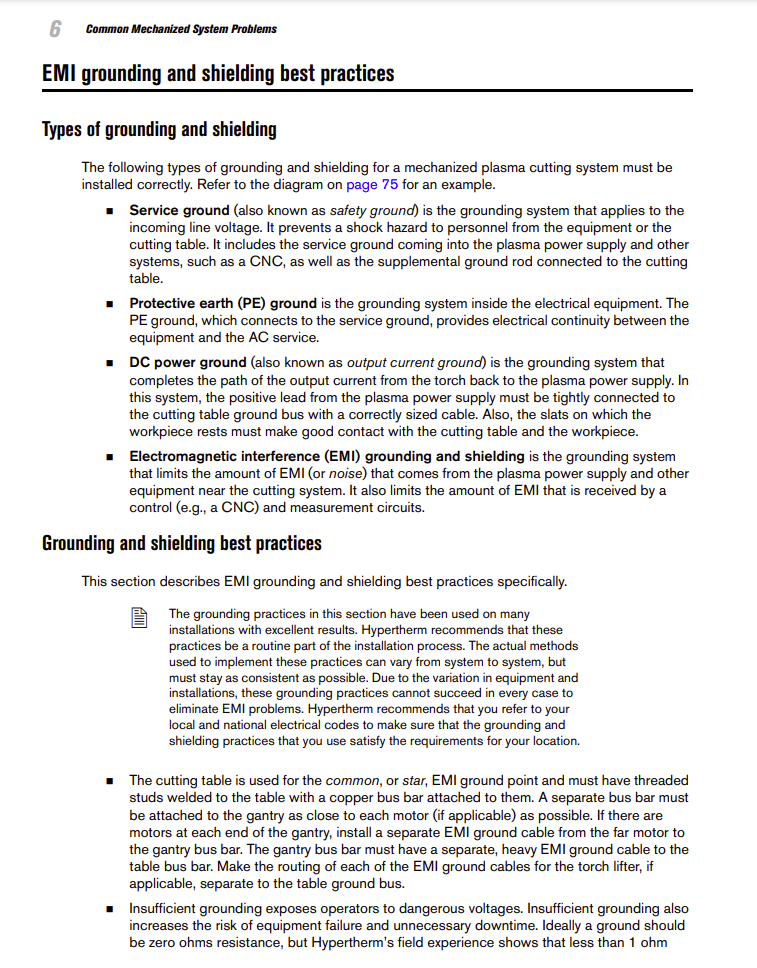
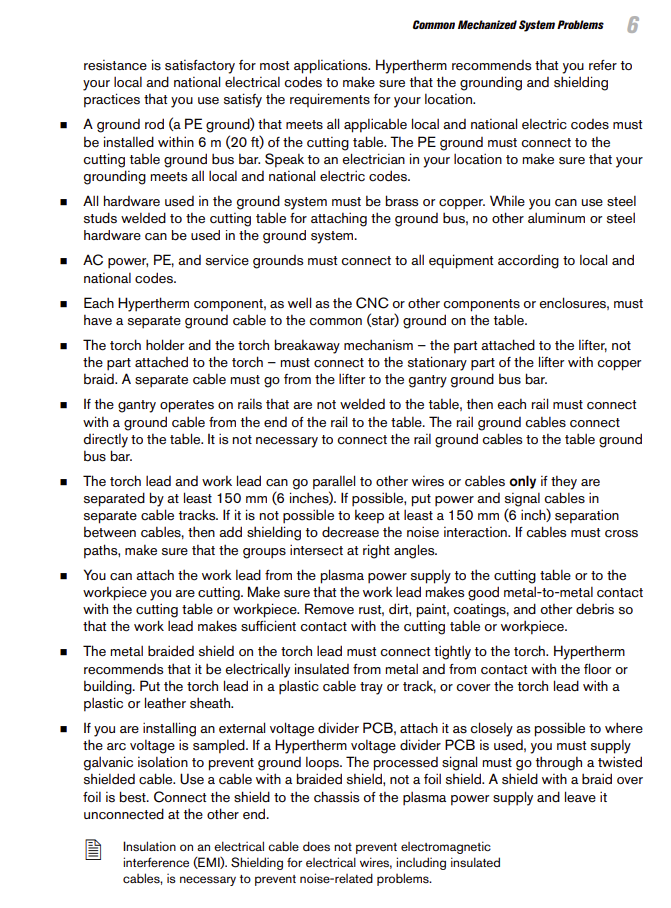
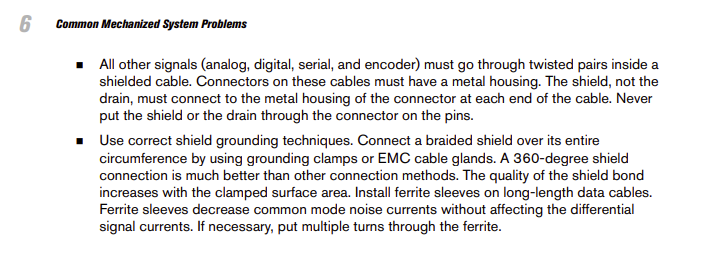
this is how hypertherm recommends dealing with grounding issues for mechanized cutting.
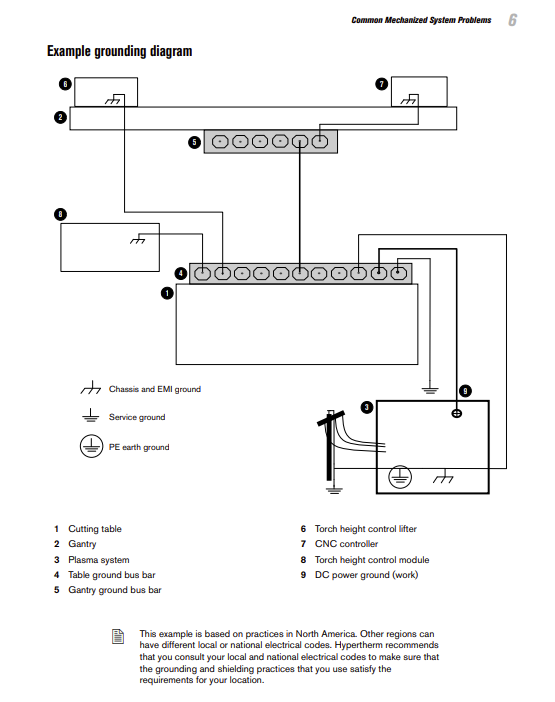
What notice about this they want a ground direct from the
THC . the Langmuir THC has no lone ground? lug maybe a direct ground on a future version maybe nice for EMI issues?
1 Like
Well, this will take some time to implement. Thanks for the heads up on the voltage as well.
When I set my pro up many moons ago I recall reading in the forum here that ferrite beads help with interference, so I put 'em on every cable: usb, motors, power, etc. I don’t know if they did anything, but I haven’t ever had an issue!
Yes, but I’m not sure if we’ve seen a case of the shorted IHS contacts causing a significant voltage difference to stop a cut, at least it’s not coming to mind. What’s the highest resting voltage someone has seen? I’ve seen up to 5 on my machine I think.
I know that when i was running with the laptop plugged in, my voltage was reading in the 20s. Typing in a voltage made no difference. I didn’t catch the problem until my cuts on 3/8 kept failing. Short ones were fine, but the outlines for my targets were long and the torch went sky high.
OP - Check the THC user guide thoroughly. It’s extremely difficult to troubleshoot these issues when information is obtained piecemeal. It’s easier to start from the beginning and understand someone’s entire setup. This is part of the reason I took a long break from the forums. Without a full picture, we may as well be throwing noodles on the wall and seeing what sticks.
Also, I have never entered a voltage in except from when I tried it while diagnosing my 3/8 problems. I’ve used smart voltage on every single project with great results. I’ve even checked the live reading and it’s right where hypertherm says it should be. I don’t see 14 gauge mentioned in the THC user guide under smart voltage, and I don’t see that message on the screen in the examples either. I wonder if that recommendation has changed.
1 Like
I’ve been cutting without an issue for 6 months up to 3/16 thick and 4min profiles. The problems started intermittently when the humidity went up in August. Due to monsoon (Santa Fe, NM) I had some cut issues and found minimal water in the line. Now I have in line filters. Always cut with smart voltage and check consumables regularly. The other night the torch height went out of control, probably .250 high and warped the metal instead of cutting. No change in set up except filters in all this time.
Now I have installed an eight foot ground rod three feet from the table. I have 8 awg wire to all motor gantries, the torch holder, z-motor, table water pan, cnc case and they terminate on a ground buss with 6awg solid copper to the ground rod. Checking continuity at various points and almost all are under 1 ohm. Ferrite beads are on order. Still need to run test cuts later this week.
Anything I am missing?
1 Like
Check your consumables,cutting height, and cutting speed. Stainless maybe different from sheet metals. Good luck
My frustration is at an all-time max with Langmuir CF Pro and Fire control. I have waited 2 weeks to calm down after continuing cut issues for a sign job that was delinquent. The issue on the sign was “jogging” in the cuts (some kind of x-y lost recognition). This is shown running on a curve or just not cutting a straight line. See pics. Note the slots on either end should be the same - next to the “o” is correct, the other a total gaff. Now a new issue - x-y just stops shortly after cut initiation. The Pro just stops moving. Did this twice with the same result. Fire control locks up and “stop” is not accessible so I had to shut down the plasma cutter. This is when I tried to upload the new version 21.4 which did not work (i.e. 20.6 is still running). History from this topic- Had gross THC issues and from the forum saw that EMI was the likely source. Placed a new ground rod 8’ deep 3’ from the table and grounded everything listed in docs I found on line (not happy that Langmuir ignores this issue in their docs and setup procedures - Should have incorporated EMI mitigation in the design with grounding bars and suggested wiring). I also installed a power conditioner for the power supply and ensure the laptop is plugged in rather than running on battery. Then before running the cuts on the sign, I checked on line for additional potential fixes and found that since I have an original PRO (April 2020) the THC board has an issue with the L1 inductor that needs to be removed and then shorted. Again, failure of Langmuir to notify customers of known issues that need resolution. I removed L1 and ran the job. I don’t have z- runaway anymore but still see the x-y issues in the cuts. At this point I have no confidence in this machine and software that they can produce predictable cuts. Several jobs are in queue and I am pretty angry that I can’t complete them.





ok we are all here to try and help…
are the letters all supposed to look like that…?..crooked?..misshapen…??
to me that looks like loose couplers to start…but without knowing what you were meant to cut it is hard to tell…could you post your file svg/dfx…
let me tag @langmuir-daniel @langmuir-aksel
see if they can read through this and help with some suggestions…
1 Like
siempre domingo sign.dxf (189.7 KB)
DXF file attached. no the letters should not have jogs in them, especially the straight lines in E an M. I found one of the coupler screws loose on the left Y motor side and tightened it. The new problem has taken over now so I can’t determine if that is fixed due to the coupler.
My new issue is that the cut will start and one program cuts a little over 1s and then the table stops with the plasma going to town in one spot. loaded a simple two cut piece and it runs the first cut then the program blitzes out like end of cut with the plasma air running. no pilot arc error message. the green program running button is blinking and nothing on the GUI works other than the X to shut down. Now running 21.1.4 compatibility due to the age of my laptop video card.

picture shows three tries. You can see where the table stops and the plasma just sits and cuts. since fire control was stuck, I had to turn off the plasma machine. Again, I have been cutting for a year and problems started in July. seems like a new problem every week now.
So, it isn’t much to offer considering your frustration level, but when the machine gets stuck and the torch is firing, pulling the USB cable from your computer will stop the “fire” signal and the madness.
after looking at your file…you definitely have some issues with the set-up of your machine…
you first have gantry issues…I think your couplers are loose…even though you tightened them…I still think there is an issue there…
put a marker line on the motor shaft and the drive screw…then jog the machine all over the place in “dry run” mode…do a whole sign in dry run…then look at the marks see if they align still.
also just watch the table itself…look and listen for sounds or movements.
your bearings may be overtight…preloaded to much…but that is for later
have you tried separating your plasma machine…away from the table…and the pulling the control box off and moving it far away…and then move your laptop away…in other words give as much space as you can between everything…keep cables tidy and everything…
this may sound basic but it will help eliminate one thing at a time…
and remove your laptop from any power source when doing this.
try some basic cuts…let us know after that
2 Likes
I was not in the shop today so no troubleshooting done. I think the gantry problem is accurate but until running the cut program gets fixed, I won’t be able to check the table travel beyond a dry run. Yes , I have run programs with the laptop 10ft away as I have a 10’ usb cord. I don’t plan on moving the box off the table, as that is a pain, the wires are fairly short for the motors etc. and unlikely the source of the problem.
Any ideas why the cut program would hang up mid cut?
Sounds like an electrical interference issue to cause it to hang up mid cut. Have you always been running a 10ft usb cable? Have you checked the contacts in the torch height controller? With machine off unplug the 2 wires and throw an ohm meter on the wires.
I get .37 ohms with the contact is engaged and open when lifting the z-carriage. I have run several cuts with the 10’ cable but only recently.
Ran several dry run parts and the x-y movement was solid. Ran live simple 2 cut part and it stalled after the first cut again. Removed 10’ usb extension and it ran fine. Then I cut two parts 16g fine cut and the results pretty good - see pic

. still I got heavy dross in a few spots but overall the cuts were pristine.
Thanks for all the help.
1 Like