Normally your going to need to do a lead in and out on your cuts so the ugly pierced spot is not in your product. However if you are cutting a line with no lead in then your going to have to speed up the pierce . Basically on thin metal its dang near like just going straight to cutting. Speed the pierce way up, you shouldn’t go over .5 for that metal. Increase the pierce speed way up, the longer that torch is fireing and above the metal its just melting out a big hole. Also for starting without leads you can drop the the torch down closer to the work pice on the pierce hight.
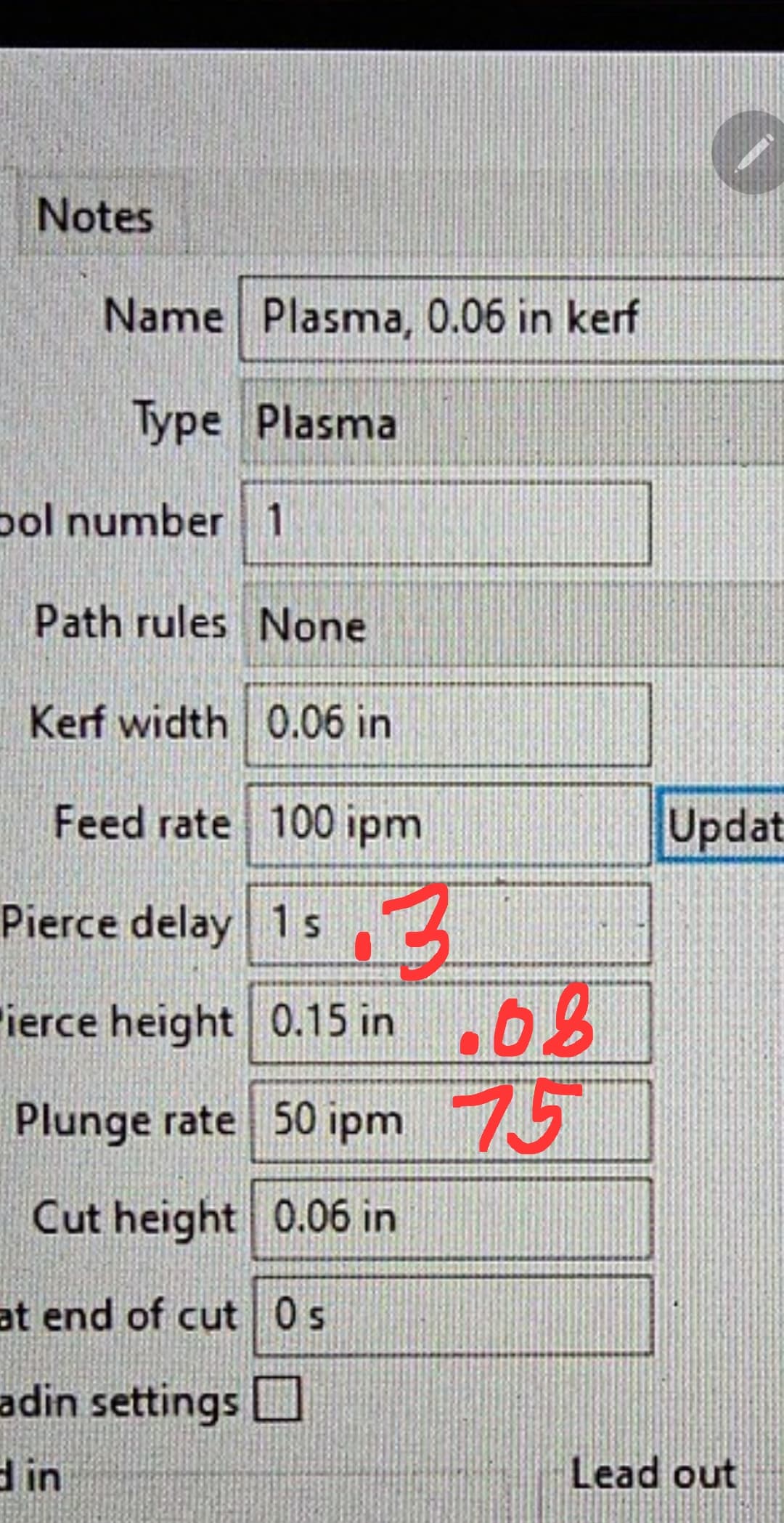
As mentioned, the one at the beginning can be reduced by reducing your pierce delay. 1 second is far too long for anything less than 1/4" steel.
The one at the end is likely because the Titanium plasma cutters shut off late. I don’t know why, but they keep burning for a fraction of a second after the command to shut off the torch. It’s long enough for it to create a 1/4" or longer cut on the rapid move to the next cut.