I haven’t even fired the torch yet (hypertherm 65) but i have a major upgrade planned. I’m the kind of guy that modifies everything. The parts you get on this crossfire are impressive when you consider the price. It also helped me better understand what is needed for a plasma cnc. Thanks langmuir!
My goal is to have a rotational axis to cut designs on a 18" 10g SS cylinder that I’ll build under the removable water table. I have a bunch of 8020 and plan on building a new frame.
I ordered this torch holder with a magnetic break away floating holder with break away detection, home, and contact switches. Will see if it’s too heavy for the floating x axis.
I have the ess and tmc3in1 (THC) on order direct from warp9 that I’ll use with mach4. https://warp9td.com/
I’ll probably wire my e stop with a relay that powers the stepper power supply. I’m not sure if I’ll needed to upgrade the power supply yet.
I have switches for home and limits that I’ll add difficult all axis.
I got some stick on led Christmas lights so it’s very obvious when the power switch is on (i left it on a couple times)
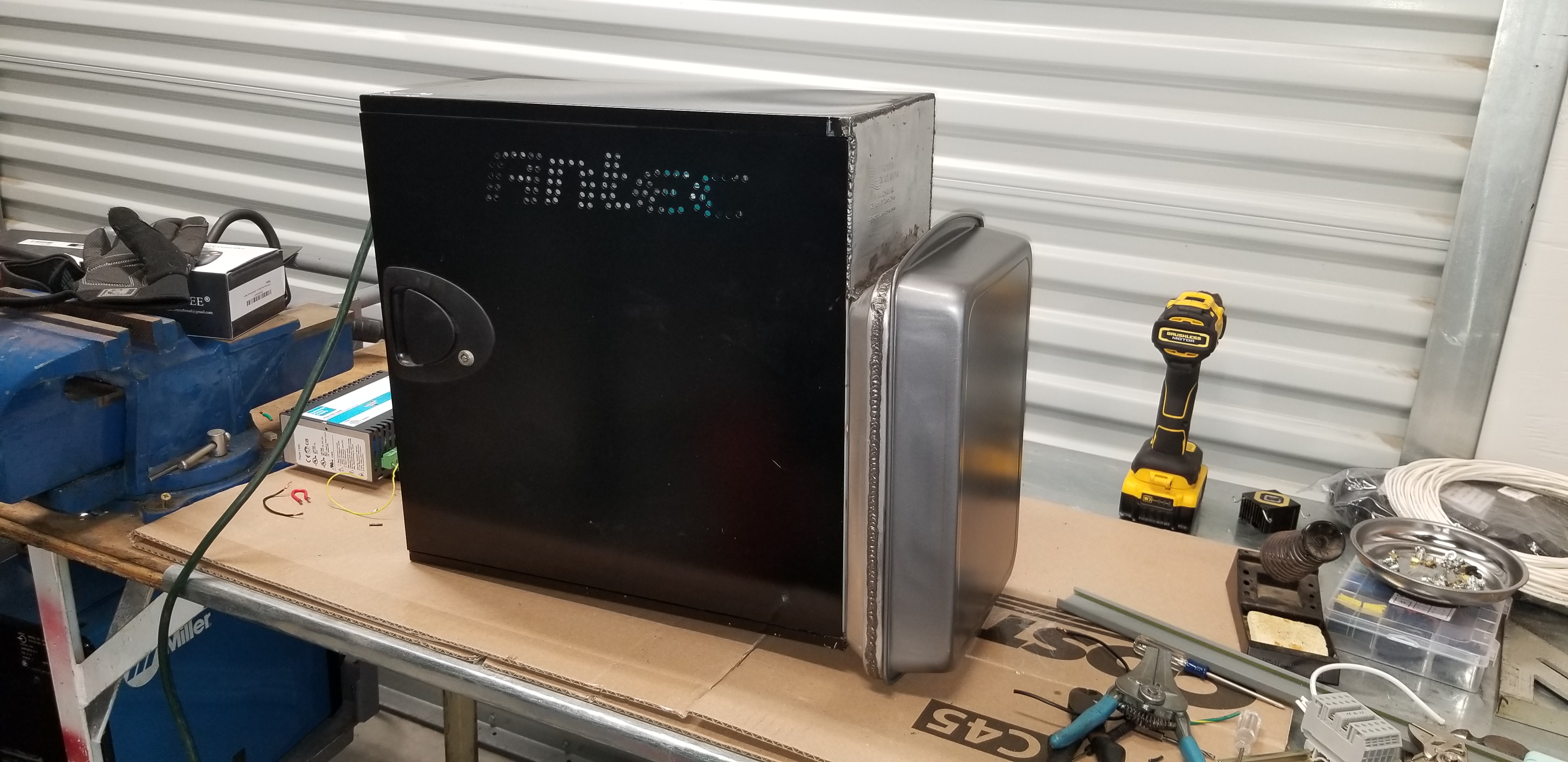
I think I’ll be using an old computer case for the electronics enclosure.
My a axis will use a Jeep unit bearing and a 7:1 timing belt reduction with a 4xxoz/in stepper. Lots to figure out here.
Wish me luck, I’m in way over my head with 0 cnc experience!
That’s kinda a ridiculous price for that… You can buy the Z axis for 150ish. A guy on here or the facebook groups sells the magnetic torch holder for 100, and you can 3d print the floating head on planet CNC for free, have to buy about $50 in rods, bearings, and springs. So for less than half, you can do the same thing… Since you like to tinker and all…
Oh, and the floating head is great and all, but it has its problems with thinner metals if they are not perfectly flat… Lets say the material is 6mm off the slat. Your normal retract for the probe slide is 3mm. Just the weight of the torch and all that mechanism will push the material down to the slat, retract 3mm, then retract to a pierce height of say 3mm… But the tip of your torch is now right against the metal, no at the 3mm pierce height… When I know I have this problem, I just push the metal down to the slat myself, let the torch touch off, then once it starts the cut, slowly let it up and let the THC take over… There is a guy on youtube who’s id is: tooljunkie. He shows you how to use touchless proximity sensors. I have heard they work well, one guy said he had a problem on stuff with a lot of cutouts, but generally thats the route I’m going now… As soon as I get some down time from cutting!
@Dicky yeah i could do it cheaper but this is done and his one less thing in a complicated build that i have to worry about. Proximity sensor may be problematic when my intended use is the rotary axis.
I’m converting an old computer to a electronics box. I welded cooking pans from Walmart to the case to build a mount for an automotive air filter, then used another pan to cover the filter and made the intake at the bottom. I got power and 24v setup last night but no pictures of that.
The case is done for now. I want to build the new frame to see if I’ll need to use the crossfire to cut any brackets or supports. Once the design is closer I’ll swap the electronics over.
I’m very impressed with langmuir and how they can provide a functioning cnc for the price they sell at. I bought it to speed up my cnc knowledge, knowing my application is way beyond what 99% of their customers need. I’m already over 1.5x more than i paid just in parts!
I had a bunch of free 2x2 8020 and milled the counter bores for the top last night. My tip is too use square steel tube and weld it if you just need a stronger table, or just weld the langmuir metal and add a couple supports. I hope the massive adjustability of the 8020 will end up having me time because it’s taking 3x as long! I could have cut, prepped and tig welded the entire thing in less time than i have into just the top.
I always thought utilizing 80/20 into a table build was the direction I wanted to go, but got busy with other stuff and never got back to it. This vid definitely reawakened my thoughts… Nice mill btw. Thanks for the video
The only way I find 8020 to be faster than welding a structure together, is when you give 8020 your cut list and have it cut and machined by them, ready to assemble.
Milling your extrusion will be alot easier if you get a 2 or 3 fluted center cutting endmill and turn up the spindle speed. Hard to tell from the video but looks like you a 7-800 rpm. Decent em and max out you mill on rpm and you should see a big improvement in speed.
I spent yesterday milling all 64 counterbores. I ordered a new bit, but cranking the speed up helped a lot. < 1 second for the actual milling. Cleaning the bit and mounting pieces too other longest. I ran out of hardware but i got a bunch on order from tnutz.com and some leveling casters from Amazon.
Nice, the correct em will help with aluminum loading up on the tool if that’s what you mean by cleaning up the tool. Looks like your through most your counter bores but if you have any more to do with your new em you can try this. Use your em more like a drill, make 3 or 4 pecks on your way to your finish depth and keep a shop vac going next to your tool. The smaller chips from packing will get sucked up and keep your table much cleaner so you save good time loading your next part.
Looks good. Lots of work… where are you going to mount the A axis? Isn’t the water pan in the way of any useful place to position an A axis?
I think you might see some vibration once you start moving in two axis at the same time at high feed rates. Just a guess though. That Z axis seems pretty stout for an unsupported X. Maybe not enough to worry about for plasma though.
A axis will be under the removable water table. I’ll be cutting 10g stainless around 70-80ipm per fine cut tables. A axis will be parallel to the y axis so the z will be fixed in the same position.