You have to edge start on 3/4 steel, cannot plunge cut the consumables will not last long.
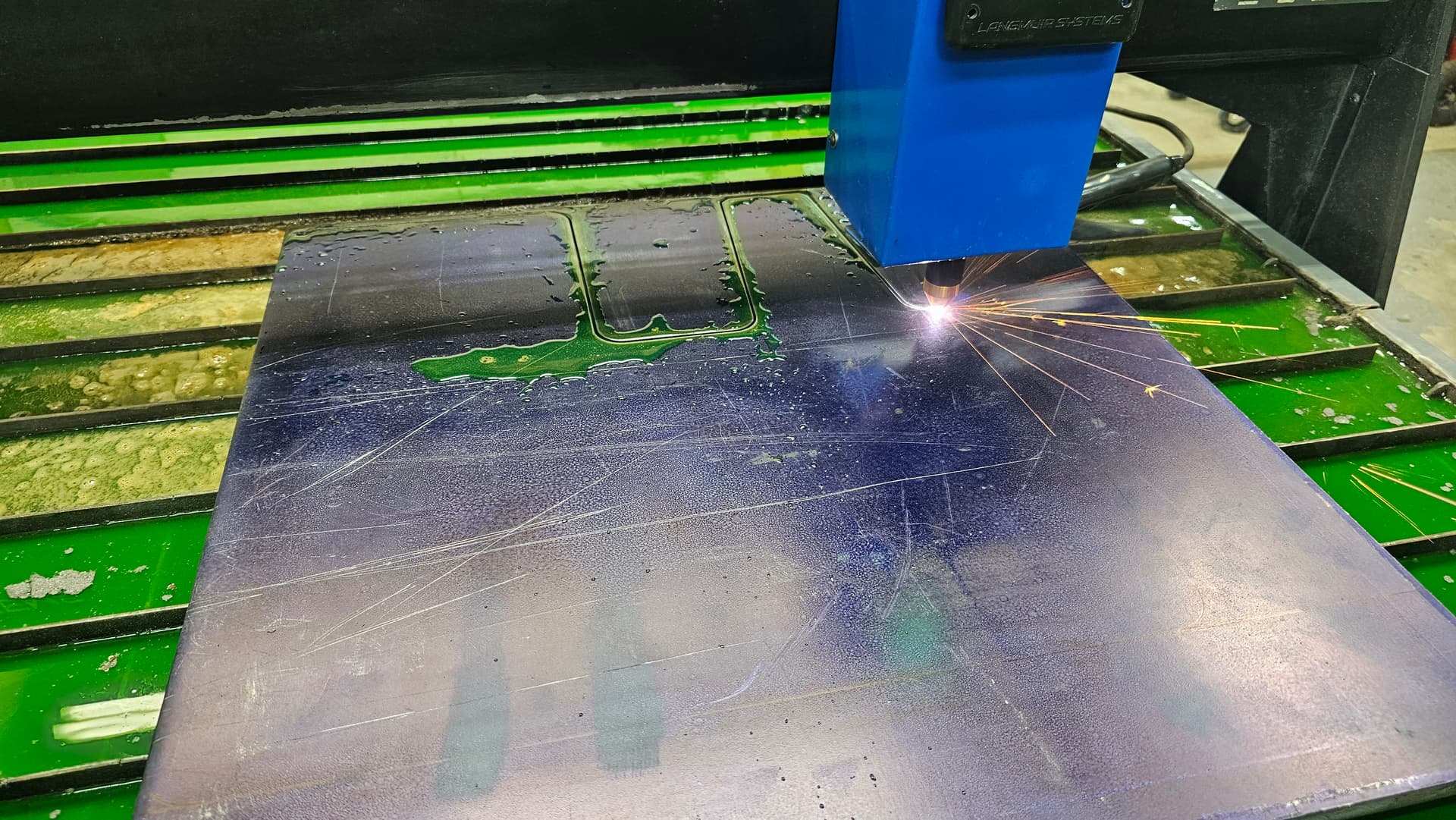
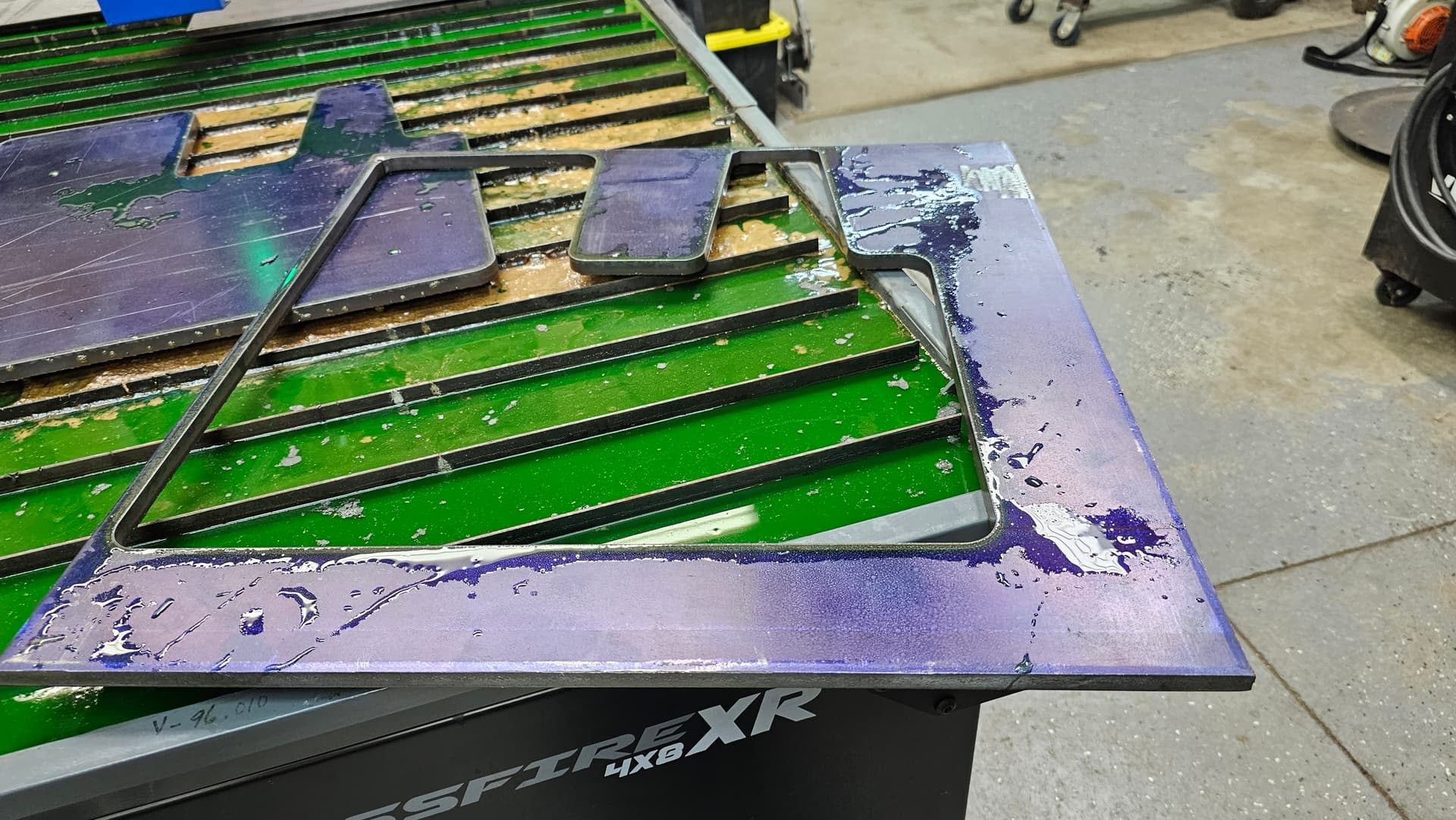
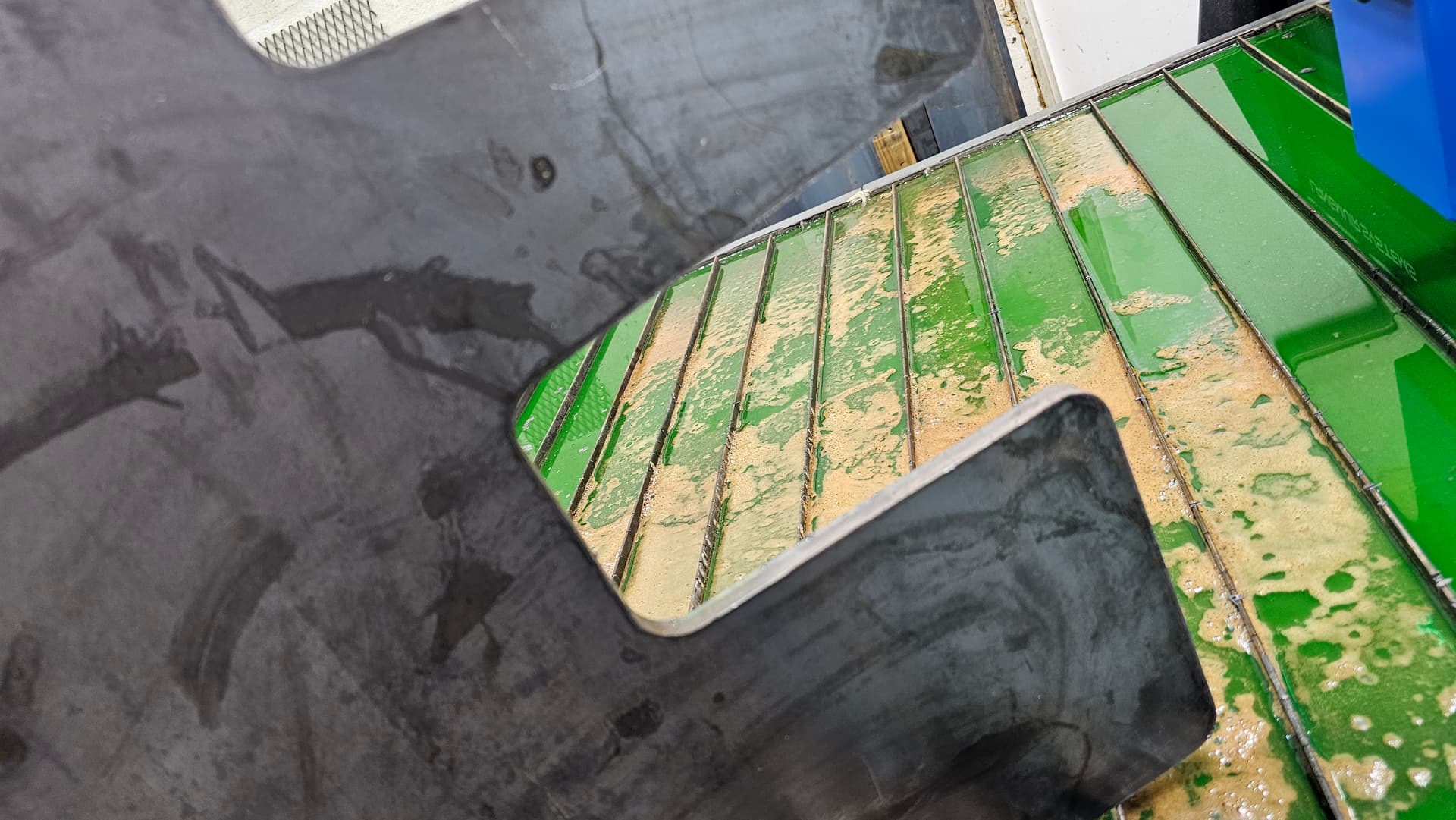
I cut these plates this morning out of 1/2 steel on my XR with power max 45 Hypertherm
. No bevel but I spent about 3 hours resetting z axis bearings and squaring torch when I first assembled XR table couple years back no problems since.