At my wit’s end trying to diagnose a host of issues with my Crossfire.
The main issues I’m having right now are tons of bevel, THC lifting until I lose the torch, and random software issues that give me intermittent issues. It’s quite possible all issues are related.
Using CrossFire with an XL kit, Hypertherm Powermax 45XP, machine torch, all settings are book settings from Hypertherm.
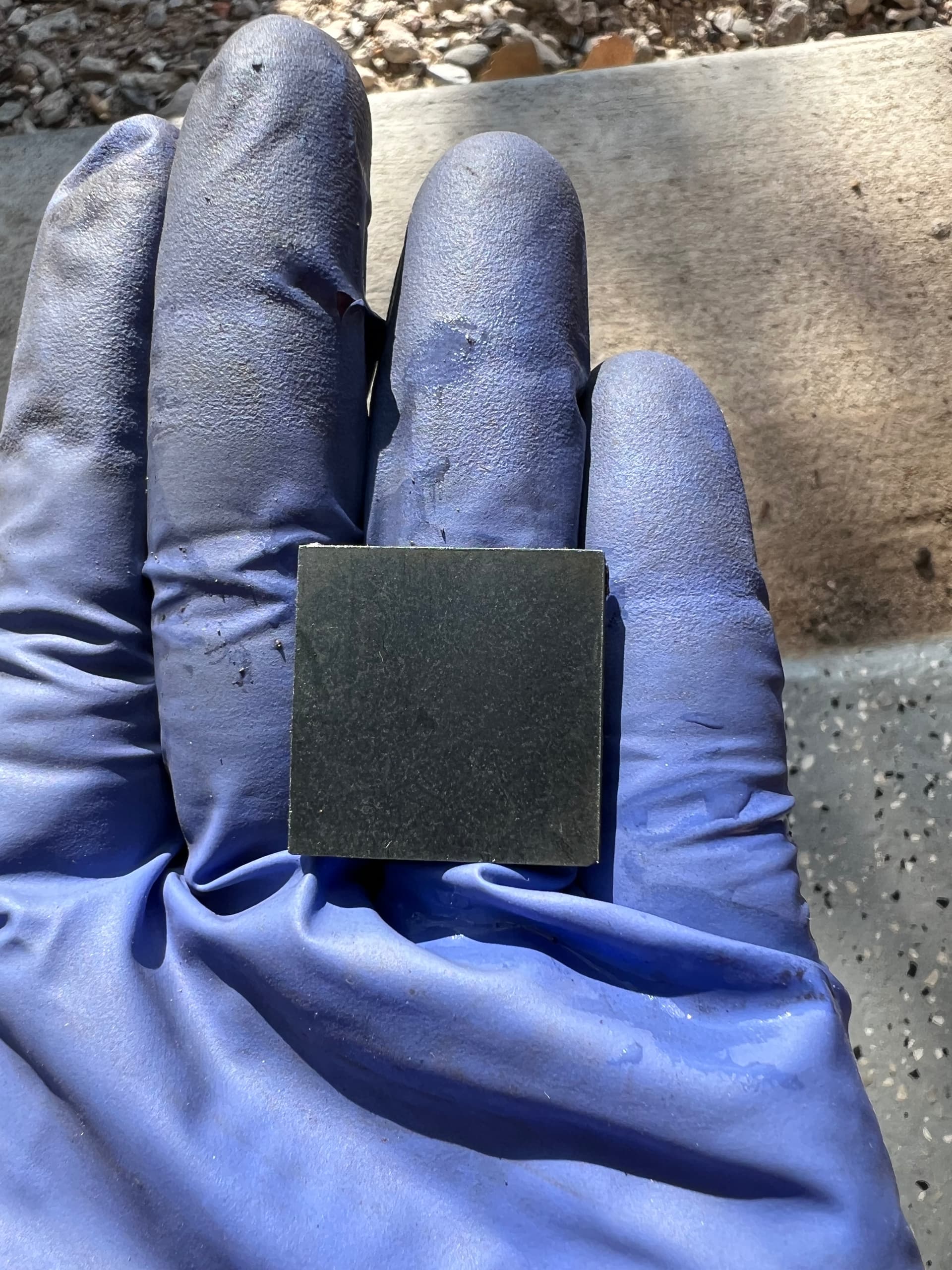
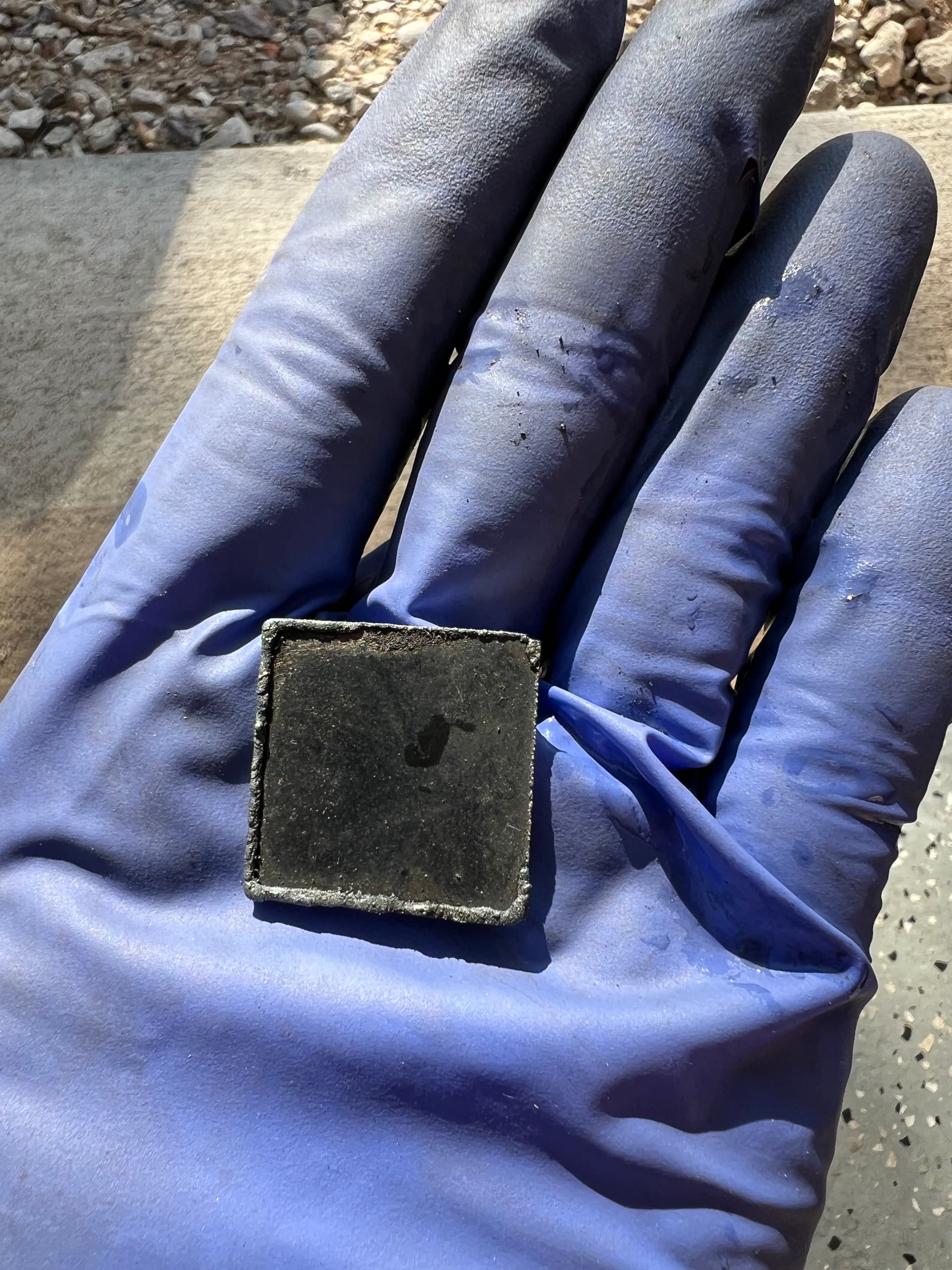
Bevel: When cutting any thickness of mild steel I get a ton of positive bevel (wider on bottom of cut) all the way around. The effect gets worse the thicker I go. This photo is 16ga mild steel. I’ve changed consumables with no effect. I’ve squared the machine three or four times. Settings are per the Hypertherm book (249"/min). THC Voltage is on Smart Voltage. Live voltage shows it desiring and achieving roughly 45V throughout the cut. If I attempt to enter the book settings of 128V, the Z axis will rise until the arc is lost. Which leads to…
THC: The THC seems to work as it should with the following exception: the voltages indicated by FireControl seem to be way too low compared to what the Hypertherm book says they should be. The “Live voltage” at the start of a cut are usually about 1/3-1/2 what the book says they should be, forcing me to use Smart voltage all the time. If I enter any of the recommended voltages the torch will rise until the arc is lost. I’ve troubleshot per the Langmuir flowchart and get roughly 2.8-3.0V out of the 50:1 divided output from the Hypertherm directly and about 70% of those values through the VIM box. I’ve attempted to run the THC health check but it will not function. When I get to the Live Voltage test, the arc will fire but the “Arc is On” button does not function. Eventually it will time out, turn off the torch, and tell me “You didn’t click the ‘Arc is On’ button.” I’ve re-tried 6-8 times with no success.
Software Issues: In addition to the THC health check issues, I will randomly get a “hanging” jog when moving the torch around the table. This is when the movement settings are on “continuous”. The torch will continue to move even after I let go of the direction arrow until it runs into a hard stop. This happens randomly and cannot be stopped when it starts going on its own. This only seems to happen when running a bluetooth controller to move the torch.
Anyone have any ideas on any of this? I’m losing my mind over here.
Start with the absolute basics, use the THC troubleshooting guide.
As for speeds, you should dial it in yourself. Yes I understand you get a book with your 45XP but the best results are achieved when you create your own cut charts (using the book as a baseline).
The voltage being off - unplug your laptop (if applicable) and confirm your DIP switches in your Hypertherm are in the correct position for 50:1. Also ensure you have your cables to and from your VIM in the correct position. Post pictures of how you have everything connected please.
I say this because you don’t state if this is your first time cutting, or if you’ve been cutting a long time and suddenly now have issues so it’s easier to start from the very beginning.
Your bevel all the way around the perimeter of your cut that is wider on the bottom that the top is going to be your cut height.
Quick and dirty way to do it is go through and have it start doing it cut, stop it mid cut, take some feeler gauges and measure the gap between your material and the torch tip. Should be .06”
Try turning THC off and doing a cut that way and see if it continues all the way around and then you can watch the grayed out voltage readings as it cuts.
This brings up even more questions than answers then.
If you’ve been cutting for a few years, what has changed from the last time you cut successfully and now? Assuming your settings are exactly the same?
You didn’t share the results of your troubleshooting either; what were they?
And are you using smartvoltage or nominal? As another member mentioned, if that bevel is even all around that does indeed scream cut height. But it can also be attributed partially to cut speed as well. Knowing if you’re running smart or nominal is important in this statement as even Hypertherm engineers will state that if you use nominal, you should always perform a test cut on every new sheet of steel as it will not always be the same (even if both sheets are of the same thickness). Metal content can actually change that slightly.
I did some more troubleshooting today and am not getting any good answers.
I made a .060” thick gauge and adjusted Z height to match.
I generated a straight line cut and watched the live voltages with IHS and THC off. Voltages were 35-38V. Book value at those settings is 75V. Seems I’m getting roughly half what I should be.
I’ve verified the complete ground loop from machine to material and have <0.5 ohm of resistance in the loop. Thoughts?
I’m using nominal voltage (or trying to) and getting the torch rising until the arc is lost.
To get it to cut at all I have to use smart voltage and the Live voltage readings are significantly lower than the Hypertherm book values (roughly half). Given your statements about metal content I suppose that could be contributing to my problems. I could just adjust my nominal voltages but reducing by 50% seems like a ton.
I’ve troubleshot per the Langmuir flowchart and get roughly 2.8-3.0V out of the divided output from the Hypertherm directly and about 2-2.2V through the VIM box at the controller side plug. I finally succeeded in getting FireControl to complete the THC health check and got 0.0V resting and 109V during the live fire test. Per the flowchart, THC is functioning correctly but the sensed voltages are all very low.
What has changed? Nothing. I’ve been battling this for at least two years. I don’t cut a ton so I put off troubleshooting but now I’m fed up and trying to correct it.
I will play around with some other materials and thicknesses using the same method (set Z axis at .060”, run a straight cut with THC and IHS off) and see what voltages are indicated.
Laptop? Try running off the battery instead of plugged in if so.
I occasionally run into the same thing with mine, volts should be 145, showing anywhere from 20 - 80. I just turn off THC and run without it. You won’t have much, fi any warping during cutting on metal .125” and thicker. There are EMI issues at work on your system that are a PITA to locate and eliminate. Anything from a poor connection somewhere to the cables laying too close to the USB, THC sense or proximity to the control box.
The USB port in the table box is the usual suspect. The mounting puts the shell of the USB socket too close to the case. The right way is to crack open the cover, remove the board and shim it out to get some clearance. The quick and dirty way is to take a piece of paper and use that as an insulating shim between the USB shell and the housing.
The USB shell definitely contacts the case but the control box itself is isolated from table ground.
I figured that wouldn’t be an issue but I’ll do like you say and shim it out and report back.
Note: I’ve tried running both off laptop battery power and plugged in and get the same results. Given the other issue I have with the jog feature going full auto I think your idea of EMI issues sounds right.
I’m fairly confident that you’re going to see a change when you shim out that USB shell. Don’t know that it’s going to cure all your ills and get you back up to book numbers, but we can hope.
Update: I verified that my USB shell was grounding to the controller case (measured about 200 Ohms from the USB to the case screws). I made new standoffs and an isolating ring to go around the USB port and confirmed the USB was now isolated.
I set the torch height to .060” and ran a straight cut with IHS and THC off and got the same 37-38V on live voltage.
Most of my issues like this come from forgetting to attach the work lead to the material. Along the same line, I must not have my work cable coiled up (is how I store it) in any manner. I must spread it out, trying to not even cross over itself.
Interesting comment on the work clamp. Both my torch lead and work clamp have coils in them. Typically interference like that isn’t an issue except at very high frequency (think data speeds, in the kHz range and higher) but it won’t hurt to try!
Edit: I tried a cut with all of the cable uncoiled and not on top of each other. No change.
Coiling doesn’t matter. I have mine fully coiled up and cut almost every day without issue - this includes my current Hypertherm as well as my past PrimeWeld.
It’s having it laid out on something like concrete that can cause it to pick up interference. Something anyone can do is simply disconnect the lead to the plasma cutter and probe that end along with the clamp and measure your resistance.
If resistance is less than 4ohms, it is not susceptible to interference. Anything 4ohms or higher can introduce interference.