Just what it says, 1/4" sheet and my 5/8s holes a hair too small. Looking for best practices there.
Using sheetcam and Hypertherm 65.
First, should I be cutting at 45 or 65 amp settings?
secondly, my holes are a hair too small, thought perhaps I should slow down the cut but Can’t quite figure out where to adjust that in sheetcam. I am confident it is located someplace remarkably easy to find, just like the way to move nested parts that was right in front of my nose for months. how much should I slow it down from the book? Or is it as simple as creating a layer for the holes and adjusting the tool speed because that is what I was going to do, but wanted to see if there was a more elegant way. Or am I looking in the wrong place.
I recall the setting that someone showed me for the square holes but what settings for 3/8s square rod?
and finally, should I be adding a little to the circle in the drawing? and cut inside, on the line or outside?
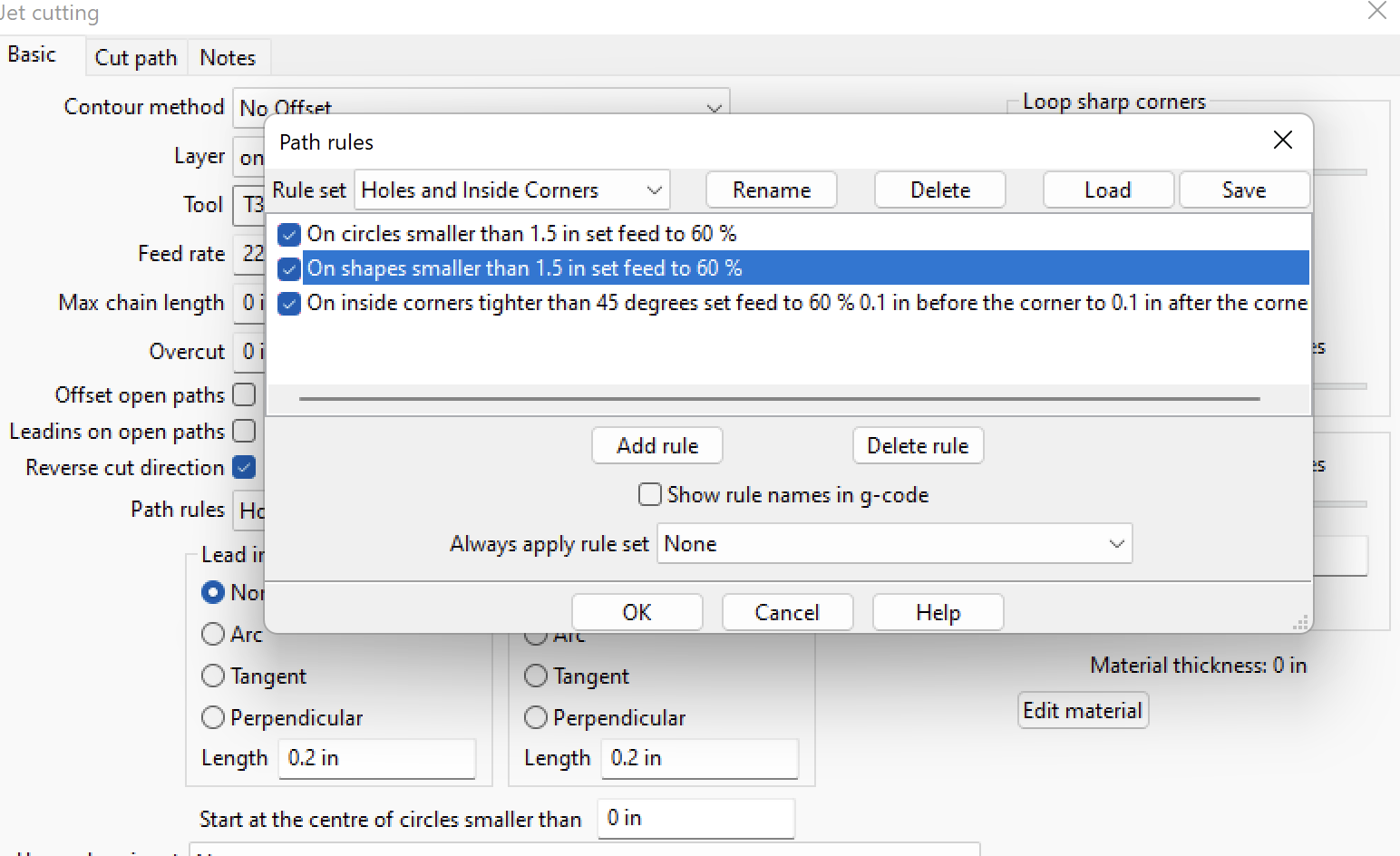
you can set a path rule when you click on operation then plasma. The next screen you should see a place that says path rule you can click there and set up a few. I cut 5/8 holes in 1/4 all the time you want to down shift at least 40 to 50%. I also start in the center of holes under 1 inch. I am not at my computer with sheetcam so i can’t look but i believe it is on the same screen down near the lead ins you can pick which rule or rules you want. there is a search icon in sheetcam you can look for directions.
i started cutting 1/4 at 45 amps and 50 ipm cut a lot like that with great results. I have since switched to 65 amps and 90 ipm cuts a little better in my opinion.
Here is a Loom video that I made of one method of setting a path rule. Loom | Free Screen & Video Recording Software | Loom There is no sound, just screen capture video of me clicking on the necessary things. Don’t make the rule that I did in the video, it will only cause problems with your THC. Look for one for holes and set to around 60% of program speed.
Always cut inside for holes, but Sheetcam will do that automatically for you if you are selecting “outside offset” in your operation. Holes will always have some taper, so if you need a clearance hole with no drilling, size up the hole slightly.
thank you both, very helpful. I will watch the video this afternoon, just checking while i have a moment.
I had thought that was for spinning devices from something else I had read but it looks like exactly what I was looking for. However I have one more question, are the defaults good or should I change them?
I just changed the picture from the original one as well as I realized my mistake on the first one.
thanks, it is starting to make sense. I really like sheetcam much better for post than Fusion360. it seems to me to be a far superior product for that use, sometimes older is better.
just be aware when your rules get triggered that 60% feed rate will temporarily turn off your THC, it usually wont matter but just figured id let you know.
path rules are a great way to really get your machine cutting near perfect
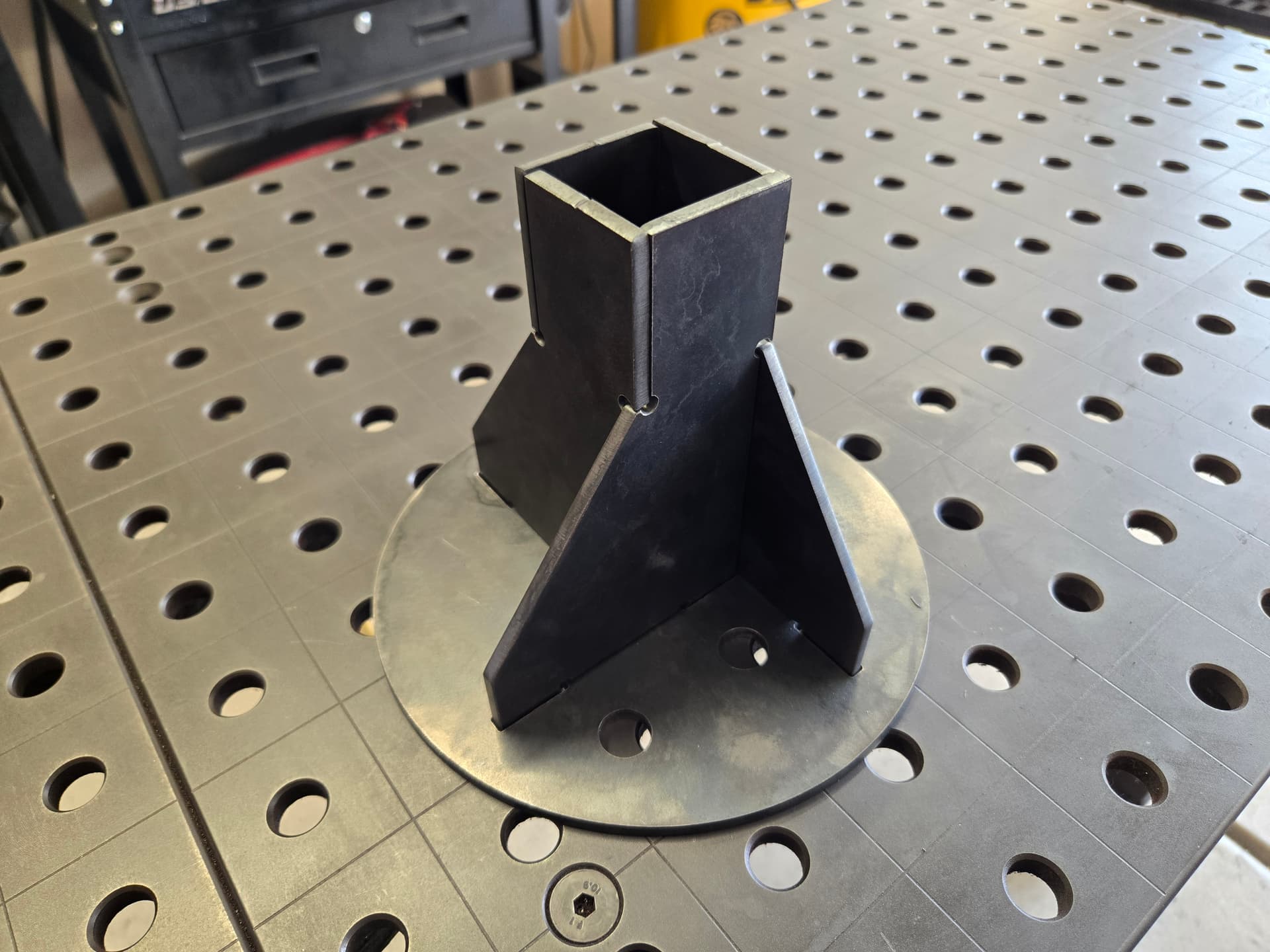
Thanks again gentlemen( if I am mistaken I apologize), I took your advice and went in to the holes settings and then when down a rabbit hole on searches about plasma holes. you all definitely got me going in the right direction and showed me where it was on the map, and I think I am getting some good clean holes now. this is off the table hit with a wire brush, the Motorgaurd filter helped as well.
I needed 3/8 holes and I did a test set up with three different sizes .375, .38, and I can’t recall the last one. the one set at .38 slips right in snuggly. the one cut at .375 could fit if I filed it a little bit but .005 extra seems perfect. For 14 gauge the 60% slow down seems just right, for 1/4" I am going to slow it down to 40 or 50 as recommended by some folks. Sheetcam is totally worth the $150 just for the tweaks, I have no idea if this can be done in Fusion 360 as I abandoned it for post as I found Sheetcam a much more intuitive solution. And I have just started to understand what I can do. The is a reason it has been around forever I am guessing.
Sheetcam is definitely a great tool providing great control over your cutting. I started with fusion as well but sheetcams process was more intuitive to me and gave me the feeling of really being able to dial things in. If I start work on 3d more I may just model it in fusion and then pull the cut file into sheetcam
I was a little confused on these small hole and profile rules. I saw some video inputs that seemed to elude it may not actually the diameter, but the circumference of that profile, can anyone confirm?
I know this is an old post, but since people may use search (it came up for a different search I was doing), there are specifications for cutting bolt clearance when cutting holes. The clearance is usually specified as either “normal”, “close” or “loose.” So for a 3/8” hole the respective cut diameters would 13/32”, 25/64” or 27/64”. I recommend people pick up a copy of the Engineer’s Black Book too. I have both the Inch and Metric versions. Great reference for machining and all around information around the shop.