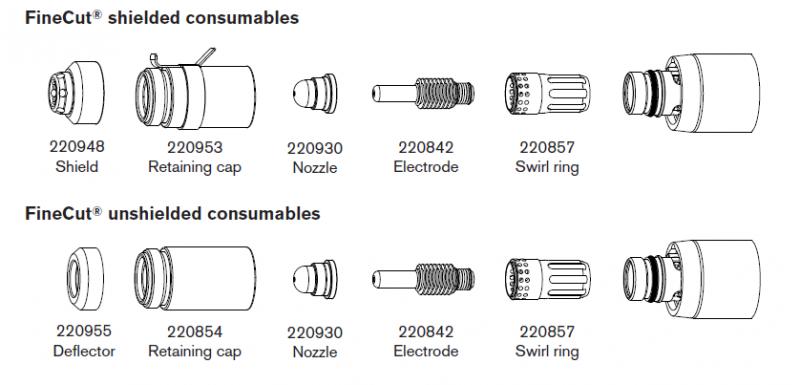
I posted yesterday about my difficulties cutting 14 gauge sheet metal with my Hypertherm 45 xp. I have it on the recommended settings. 45 Amp and 200 inches per minute travel. I have set the torch height with the thinner shim, however, due to some bow in the sheet metal, I have had to set it slightly higher. I have tried keeping the panel flat with some clamps. I am using the Hypertherm fine cut tip. It is coupled with the 220955 deflector (should I be getting the 220948 shield). I have attached a picture of the tip after one cut. Does the hole seem like it is now off center. Getting significant dross on the top of the sheet and places where the metal is fused rather than cut clean through. Hoping Jim Colt might be out there with some advice.
Thanks in advance for any and all help/suggestions
I would try slowing it down. I’m only cutting 24 ga but about the best speed is 120 in. If you are only getting a groove and splatter on top you need to give it more time to cut. As far as uneven metal I’ve been doing some partially flatten corrugate. I upped the air flow to compensate for the increased distance and it seem to have worked so far. My biggest challenge has been cutting painted surfaces, best solution slow it down. You can always raise the speed with the override if it is cutting good and clean.
I tried doing that last evening and got significant warpage of the metal. I didn’t drop the amps down, probably something I should have done. Once I get some new fine cutting tips, I am planning on trying to do some cuts with the Hypertherm slow cut settings.
Thanks for taking the time to answer and provide some advice.
That nozzle is toast lol…I run that same setup and have used the book settings with only hypertherm consumables.If the nozzle drags very much and that one looks like it has a lot you should change it.Its definitely a dance…Getting your height right and holding down the metal.Sometimes I have no issues and sometimes I have to be right on top of it.It all depends on the stresses the sheet was formed under.
Thanks Heath. Do you just manually push down on the panel when it is being cut? I read some where to do all the pierces at one height, go back, reset the torch height and cut the rest. Need to try and figure out how to do that!
Yes sometimes I do hold it down as safely as possible…I put weights on there to…out of the path of the torch of course.The smaller the item is the less likely the warping metal will be a issue.Maybe you should cut some smaller things out just to see some progress and get over your frustration.I would use hypertherm consumables if possible to eliminate the possibility the one you bought from Amazon were crap.The only reason to do you pierces first would be if you were cutting thick metal…14 gage you wouldn’t need to do that.
Thanks Heath. I was just reading on a different forum that if the Hypertherm torch is being used in the machine. I should be using the 220857 swirl ring. Is the what you use? Once I get the Hypertherm parts in the mail, I am planning on using the 220948 shield, 220953 retaining cap (although no ohmic sensor), 220930 nozzle, 220842 electrode and the 220857 swirl ring. I will run it at 45 amps, 200feet per minute with a torch height of 0.6.
I really appreciate your help and taking the time to share your wisdom with me.
200 Ipm is way too fast! I’m not running a hypertherm but I run my 60Amp machine at 30 Amps 110Ipm for 16ga mild steel. 14Ga is thicker so you should be going at it slower I’m guessing 100-90ipm with 30-35 Amps. Warping is going to happen. you can minimize it with the water table but if the sheet come pre-warped or stressed you’re going to have to deal with it. Sometimes my clamping has to get creative, sometimes I have to hold areas down with a hammer handle or pliers till I get a few cuts in it and the sheet relaxes. But my cuts on 16ga and 1/4" mild steel have been very clean, 1/4" gets a bit of dross on the back but a wire cup on a grinder cleans it right off.
Have been running the shielded but with the 220854. Cutting like butter now! Only problem is still keeping the panels flat and avoiding tip ups. Slow but steady progress. Thanks for your help.
Tried cutting .125 4130 yesterday first cut was at 60 ipm not great upped to 80 and did much better. No warping but had the water table almost to the top (with1/2”). I don’t cut the thinner stuff that full. When cutting longer sheets to keep them down I use an aluminum bar clamped with a couple of wood clamps. I only give up
about 3”” of cutting area that way. If you have any scrap try different things using short cuts. Also watch where your air pressure drops to, mine drops 20-30 psi during the cut, my compressor runs 11.5@90. I had lots of problems to start. Just takes practice and patience. Hang in there and good luck. ( took me almost two months to have a good working start, I’m still quite the novice)