Curious if those who have one are happy with it. I bought a primeweld combo unit about a year ago, the plasma is only scratch start on that one but it’s been running fine. So I’m considering a crossfire (or wright) and will be needing a blowback start and of course I’d prefer not to spend the big bucks.
$650 seems like a bargain for the features. I’ve searched but haven’t found much feedback on them at all.
Its the rig Ive been using, Seems good to me , but i haven’t used it in the deep end of the swimming pool - so have to get back with you on the long-term review.
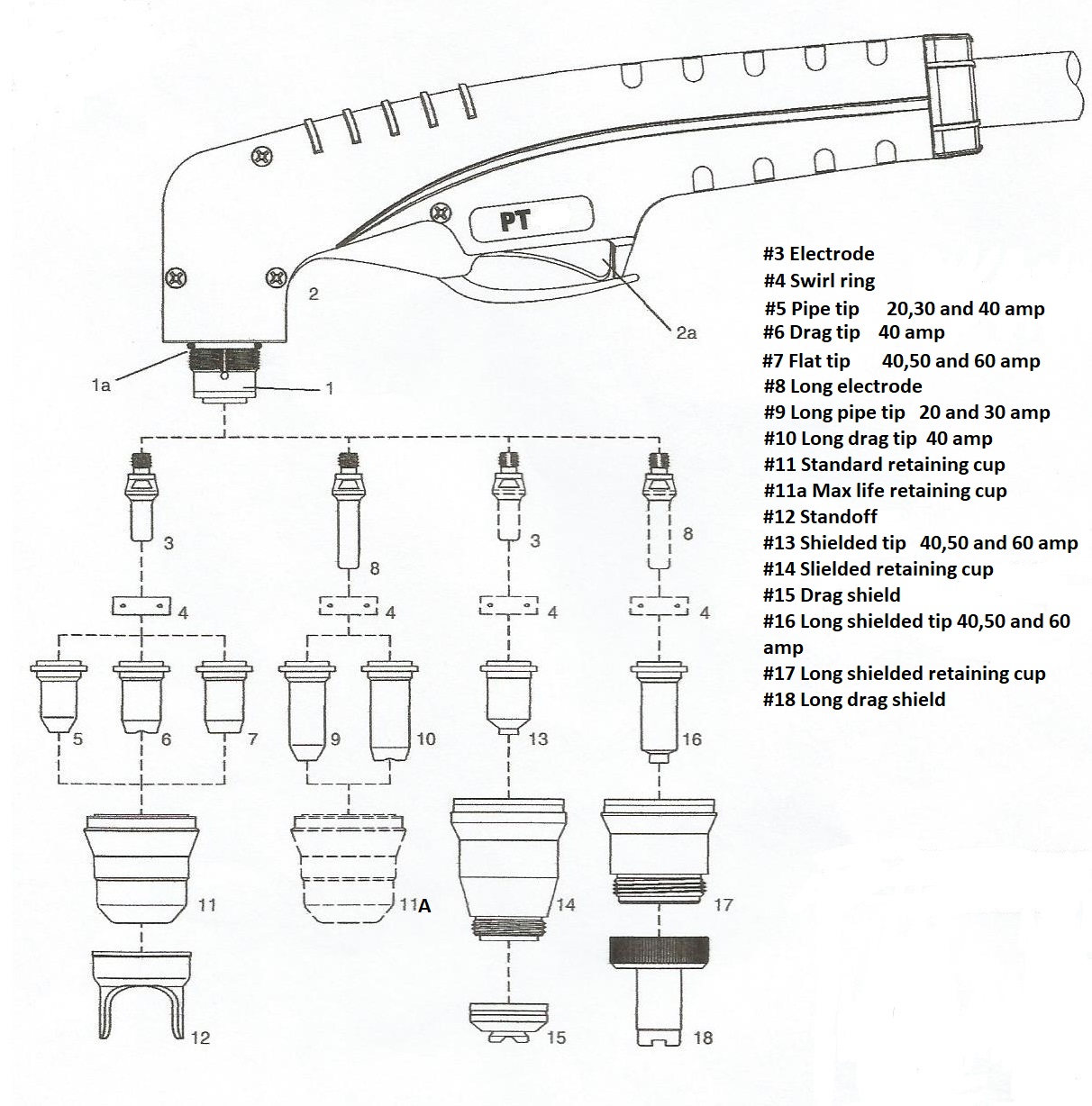
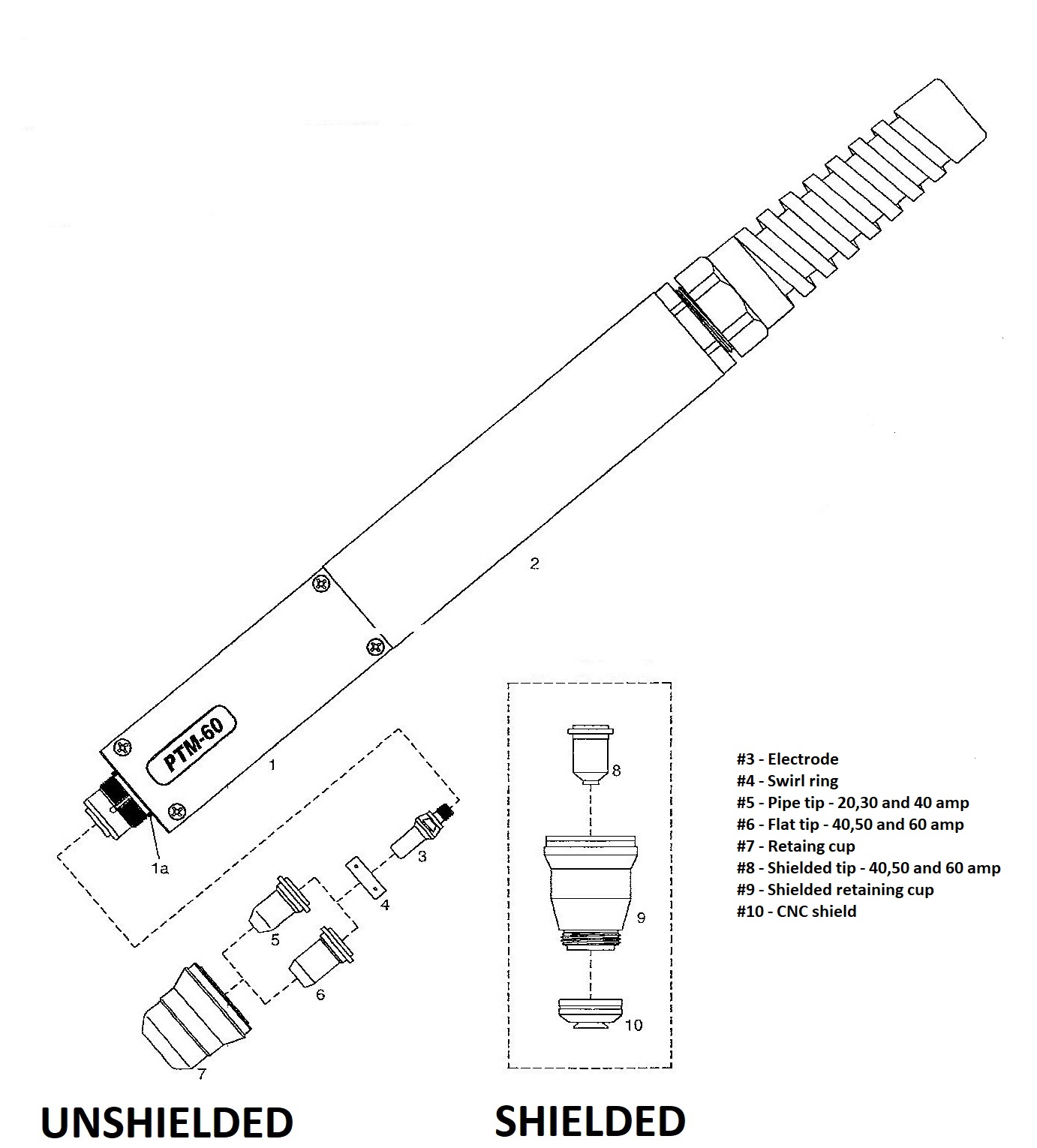
As far as filter/water trap that would all depend on how much water you get in your air. Yes I carry a complete line of consumables form 20 amp to 60 amp. The plasma cutter should have come with a 1.1mm/60 amp and a 1.0/50 amp unshielded flat tip.
Oddly enough, I am not finding a great difference in cut or quality between the 1.1 60amp vs a .08 30 amp I use. I believe another user here stated the same. I cut only 16 CR at the moment. I am set up with a separator and cheap dryer from HF just before the unit
Not so odd. Kerf would be marginally wider with the 1.1 but the difference in the tips is the max amps you can use. Tips work with lower than their max rated amps but don’t work well when over powered. 1.1mm goes up to 50 or 60A (I use 1mm on 45A when using the RW45). The .08mm is good for 30A.
A 1.0mm tip is rated at 50 amps max , so they will work very well at 45 amps.
You have to understand that the orifice hole in the cutting tip is very small a 1.0mm 50 amp tip only has a hole that is .0395 thousands of an inch.
So if your using a 1.1mm 60 amp tip that only has a orifice hole that is around .0435 thousands of an inch at 30 amps and the 0.8mm tip is around .030 thousands of an inch that’s only a difference of .0135 thousands.
I have the primeweld 60 and haven’t had any problems with mine. All that I have cut with mine so far is 18g so it hasn’t really been worked and tested yet but it hasn’t failed to deliver and I buy my consumables from Mechanic416.
After my Miller 625 failed and they wanted $950+ for the circuit board I came close to buying a used Hypertherm but what the heck the reviews were good on the Primeweld 60. Well right out of the box it sliced through 0.25" steel then I worked on 0.50", my speed was off a bit but it cut that pretty nicely too. I’ve got some 1" on an I-beam I’m going to try just for grins but I will abrasive cut it down to 5/8" or so they see what happens.
Already ordered and received more 60amp consumables from mechanic416 off ebay.
So far so good, now it’s working on the other half to get a CNC Pro table.
Hey Moosepuck…this is quite delayed, but I have this plasma cutter and the crossfire. The combo works great, and I only had to wire the plug since it has a CNC controller on the back of the unit. Very easy, but make sure your tips are clean and conductivity is right. Also, make sure you have the plug properly inserted and tightened. Can’t beat the price and functionality in this. I only soldered pins 1 & 2 for start-stop. Polarity shouldn’t matter as far as I know. (It just allows you to close a normally open circuit when it needs to fire.)
Some more delayed feedback on the Cut 60. I was seriously about to pull the trigger on a Hypertherm 45XP when I kept seeing the Primeweld Cut 60 come up on the forums (this thread being one of them I’m sure)…
Figured I could get a lot of extra toys (eg Cutzilla Plate Marker and machine torch) with the $$ I saved on the Cut 60, even if it meant more dialing in to get it to work right.
But right out of the box I used the recommended numbers with the hand torch to cut some strips of 1/8" steel (1.1mm tip, 35A, 53 PSI). Cut beautifully and those were my first ever plasma cuts. Figured if it works that well with me best-guessing the IPM speed, it should work very nicely on the table using FireControl!