Good morning everyone. I have been getting familiar with my new-to-me Crossfire. I have had good success tuning the machine and making parts up to 1/8in material. Yesterday I was trying to step up to 3/16ths steel and started noticing that the edges of the parts, especially along the Y-axis are coming out angled.
I didn’t, but it is a Hynade Cut 60. I just tried swapping to new consumables (which also required re-mounting the torch) and that seems to have done the trick.
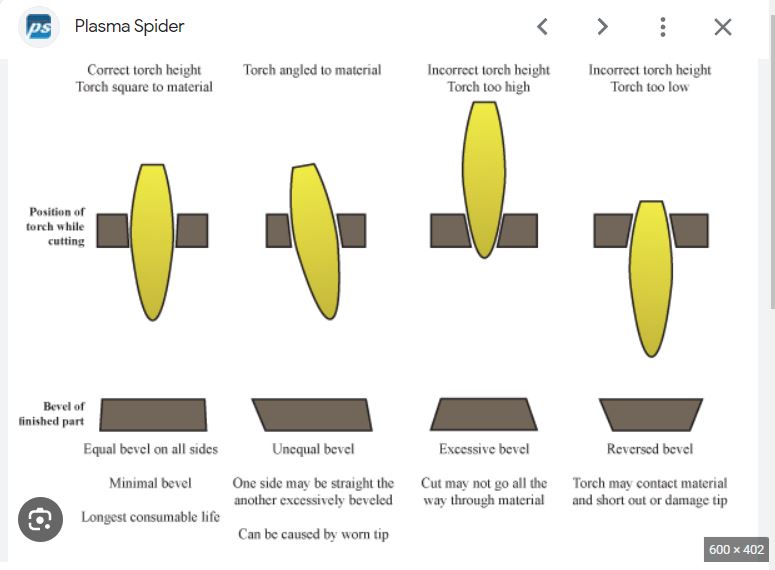
this is one of the greatest pictures to look at for taper…
the next thing is torch height…do not think that setting the torch at 0.06 it will be at 0.06…this is a machine with certian tolerances…do a straight cut and get some feeler gauges and meaure the height.
I have my setting at 0.042 to get the 0.06 i like…
next…a big taper like that can be a blown tip…compare it to a new tip…sing higher ampos on smaller tips blows them out fasdter…
Some day you also may want to upgrade to a machine torch. That way you can change consumables with out taking the torch out and it can be squared to the table.