This past weekend, I cut 1/8” aluminum for the first time. I started off the morning cutting a 2”x3” test pattern at different feed rates to figure out what worked best for my Razorweld Cut 45/Crossfire XL combo.
FWIW, 60 ipm seemed to yield better results. Also, although I had some available, I forgot to smear some weld anti-spatter on the nozzle. Cut height was set to .063” and Pierce Height was .150”.
When I switched to cutting the parts I needed, after completing 2 cut features, about 4” total length of cutting, Fire Control faulted out and displayed a message, “LS-THC detected that your cutting voltage was lost during the cut.”
After checking every connector and trying several restarts (and wasting material), I got the idea to check the torch nozzle. There was a small amount of spatter and soot on the tip of the nozzle which I cleaned using Scotchbrite. I made sure none of the orifices were blocked and reinstalled it, then smeared on a bit of anti-spatter.
After that, the cuts went fine for several parts. However, on the 4th part of the day, the system faulted out and displayed the same error. Again, I Scotchbrite’d the nozzle, re-gooped and the system continued to cut fine.
Is this a common issue with cutting aluminum and cleaning the nozzle is the correct fix, or should I be looking at changing parameters?
I know you did some test cuts…and that is good, but:
Agree with everything BigDaddy says. I found two cutting charts that suggest you might be going too slow. The cut will be a bit rough as that is the nature of aluminum cut with plasma. And the other nature is that it throws all sorts of fine bits of aluminum around so moving faster might be in your best interest.
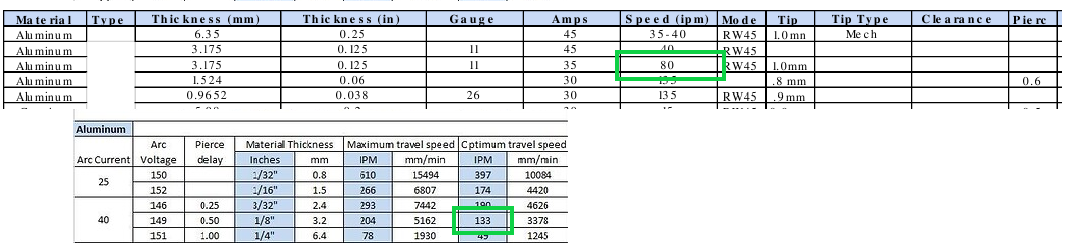
Here are two different sources for RazorCut charts:
(Note: Even on the top chart it does not square with what we are saying as there is an entry that says the speed of 40 ipm gave good results with 45 Amps. Then the next entry at 35 amps gave good results at 80 ipm. )
Neither BigDaddy nor myself can verify these settings since we do not have your cutter.
60 IPM seems very slow, even for a Razorweld. I find that aluminum requires a bit more speed than mild steel. I cut 1/8" mild steel at 90-100 IPM, so aluminum would be at least 100 for me.
You could be losing voltage, because it’s moving too slow and running out of metal to maintain the arc.
Aluminum is a mess to cut and to clean up after cutting. It gets glitter all over everything and the dross doesn’t come off easily without damaging the surface.