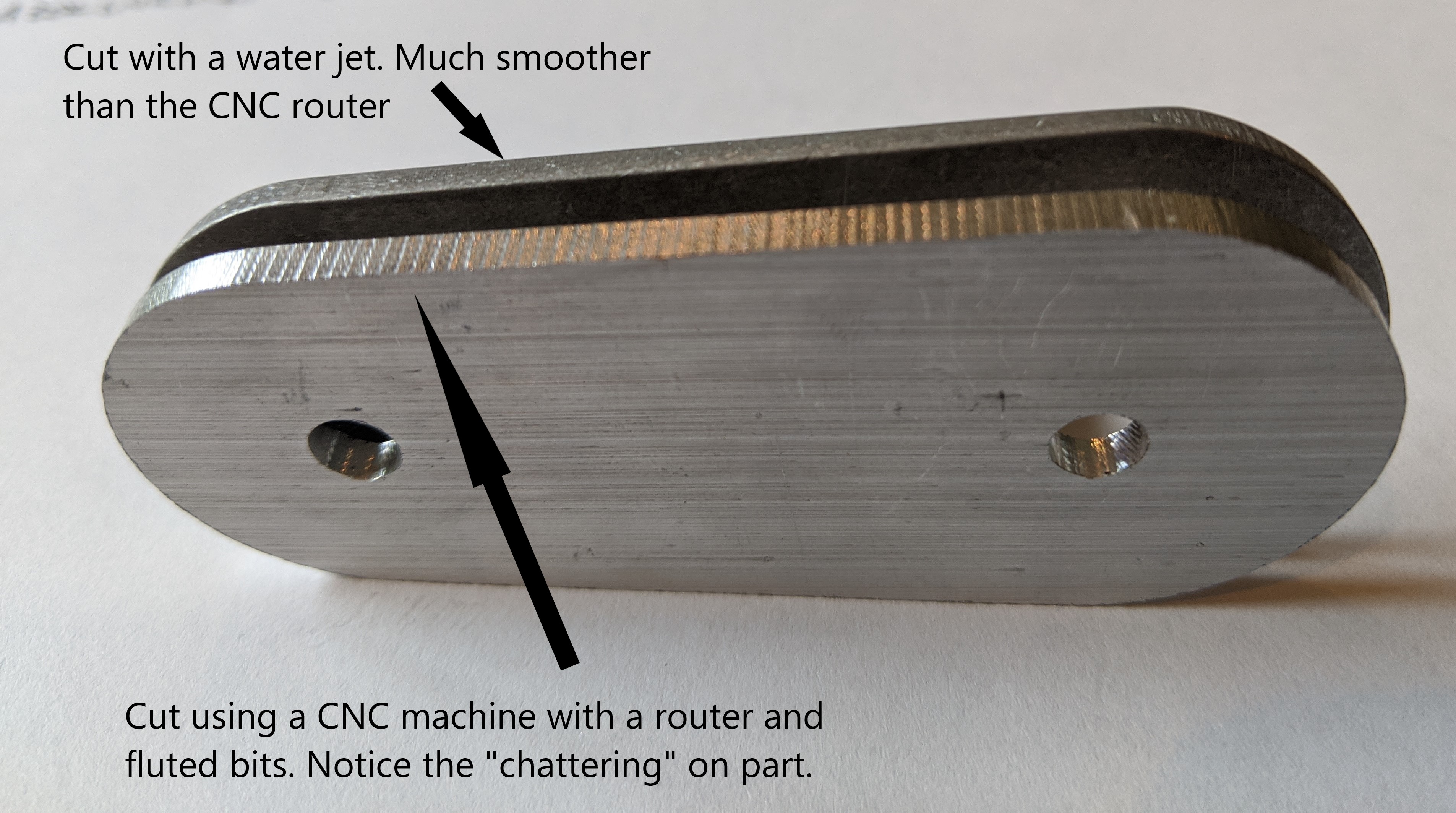
Hi - I don’t currently have a CrossFire PRO but I am seriously considering purchasing one for my manufacturing business that will be used exclusively for cutting out aluminum parts. I have some questions that hopefully someone can shed some light on to see if it is the right fit for what I need. right now I outsource my aluminum parts to a local machine shop that cuts them out from 1/8" 5052 aluminum using a water jet. I purchase 2,000+ of these parts every year from them. I also purchase around 500 parts from them made from 3/32" 5052 aluminum. The part sizing is basically 3.5" X 1.5". I have read several posts on the forum board regarding the difficulty of getting the plasma cutter “tuned” correctly to cut aluminum so the edges are acceptable. Attached is a picture of what is acceptable to me on a couple parts I have sitting around. One of the parts is cut from a water jet and the other part is cut from my own CNC machine using a router with a fluted metal bit. While the water jet is much better, both edge finishes are acceptable to me. After I tune the CrossFire PRO, can I expect similar results as in the picture?
A couple other quick questions:
Is there a plasma cutter made specifically for aluminum or is the Razorweld 45 good for the job?
I need to bend these aluminum parts 90 degrees after they’re cut out. Does the heat of the plasma cutting change the structure of 5052 aluminum to where it becomes more brittle?
Does the plasma cutting create “scorching” of the parts to the point a parts tumbler can’t get rid of it? I’ll be using a Mr Deburr to tumble the parts after they are cut out.
Obviously I am new to plasma cutting so I apologize for the rookie questions.
As far as I know, the general progression of cut quality (and cost) goes from lowest to highest : plasma -> waterjet -> laser. But you can get some excellent cut quality on plasma, especially if you are doing the same parts over and over and you can really dial in the settings. As far as plasma cutters, Hypertherm is generally regarded at the high end, and for what you’re doing, I’d start there and make sure you’re looking at machines with 100% duty cycle. The HTP Microcut is another highly regarded machine as well. Miller, Lincoln, ESAB, and others make fine machines as well.
Plasma can leave some dross/slag on the cut - if done right, it will fall off easily, but cleanup can add handling costs to the workflow. If you are tumbling the parts after cut, you’ll probably be ok. Laser and waterjet generally don’t have too many issues with this.
If you’re outsourcing the cuts - perhaps can find a shop that does plasma and let them do a batch?
You can use just about any cutter - but preferably it will have a CNC port / option and machine torch. But you can use a hand torch. See Langmuir’s web site for list of compatible plasma machines. There are a few they don’t recommend due to noisy electronics and/or high freq start.
I’ll add to @James5 recommendations that Hypertherm’s website has excellent articles on Plasma cutting, some specifically addressing cutting Aluminum. I believe they and others have mentioned that the best cuts will occur when you use a non-oxidizing gas, such as Nitrogen, rather than plain air. You can use air, but the cut quality depends on good quality cutter, as James has suggested.
Thanks for the input @TomWS! In my research the past few days I did come across a few articles that gave some great information on aluminum plasma cutting. As you pointed out, Hypertherm has a couple of them. One in particular was very informative which can be found at https://www.hypertherm.com/en-US/learn/articles/guide-to-plasma-gas-selection/
I want to make sure I am buying production quality equipment that can cut 5052 aluminum with a nice edge for 2,500+ parts per year.
Interesting question. I am totally convinced that the Langmuir product is probably one of the best quality systems you can get for your money, but only IF you’re able to build it and get it working. It’s not hard, but it is not a ‘turnkey’ system. If you want that you’ll have to spend 5 to 6 times more, at best. However, if you have someone who is willing to build it and learn how to tune it, you’ll have a great system in the end. And, once you have that, YOU will be able to maintain it and you won’t be dependent on someone who will want you to ‘upsell’ to the next ‘feechur’.
Good dry air. The HT will have the duty cycle you want from the plasma and great cutting capabilities (some plasmas can only run 30% duty cycle - they need to rest 7 minutes out of 10…that doesn’t mean run for 6 minutes and then rest for 14 out of 20, it’s run for 3 and rest).
But that also requires high air flow (SCFM) and dry air. So add a good compressor with a tank of reasonable capacity (60+gal) so it doesn’t have to cycle on all the time you’re cutting. Then add a dryer (either passive like the copper tubing run approach often posted here or active requiring a powered unit that removes the moisture).
Those 3 things are the most critical. After that it’s just dialing it in and changing consumable before you can drive a truck through the tip (some people will try to stretch their consumables to save $15 and burn up a $100 sheet of metal with crappy cuts as a result). DAMHIK
It’s true but context matters. It’s only an issue under certain industrial cutting scenarios & table setups. It’s not something you can replicate on the Crossfire.
One of the dangers is when you use a tank to drain your table. The aluminum dust drains into the tank and the reaction creating hydrogen traps the gas in the tank creating enough accumulation for an explosion with the proper conditions and ignition source. Also leaving a plate on the table allows the glass to accumulate under it.
An aluminum dedicated table would probably raise the risk
good to know about the tank…
I am not worried about it as my tank is atmosphere vented…and I have a 5 micron filter on the return before my tank…if I did Al…I would swap it out for a dedicated Al filter to help reduce contamination.