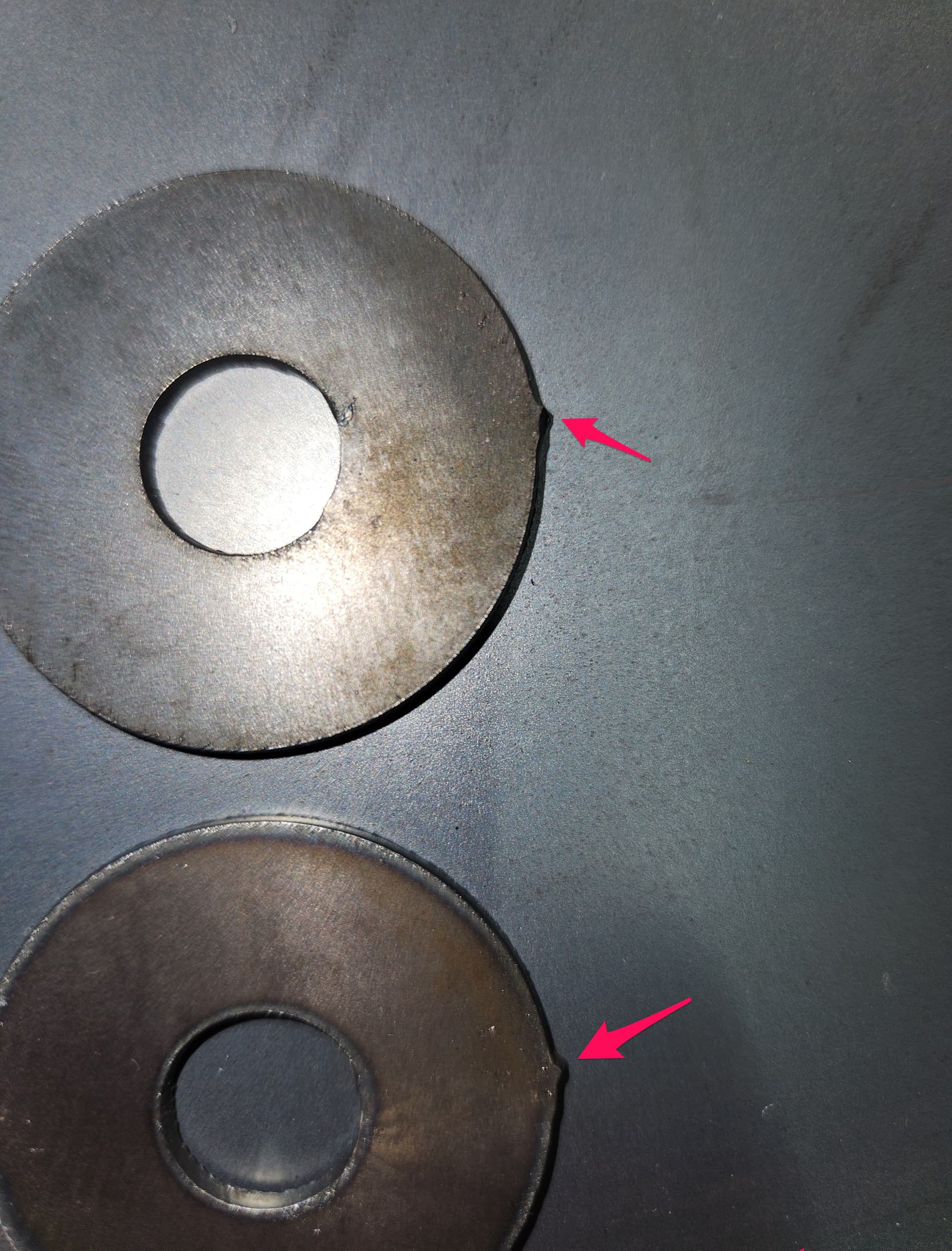
New to this machine and was trying to dial in some settings that will work for me but cutting both 11g and now 16 gauge material (RazorCut45) I keep noticing a little hump that is always left.
I have tried:
speeding and slowing the IPM
I’ve tried adding a .15 in finishing overlap
I’ve tried using lead-in/out radius .06" (90* lead-in sweep angle)
I’ve tried removing the lead-out and leaving the lead-in radius .06" (90* lead-in sweep angle)
I’ve tried changing the lead-in radius to 0 and using the straight lead-in .06" (90* lead-in sweep angle)
I’ve been cutting these at .05 cut height and a .5 pierce delay which I wouldn’t think would cause what I’m seeing but I am soo lost right now, I’d try anything! I’m hoping someone may have a suggestion I could try to clean it up.
I’ve also wondered if the torch cable could have been affecting it as it is moving around so I tried adjusting the slack in the torch cable and still ended up with same results
This is guidance from Hypertherm for bumps and divots:
"The type and size of lead-in and lead-out can significantly affect cut quality, particularly
with bolt-holes and slots. Two common defects are divots and bumps. A divot occurs
when the arc removes too much material at the end of the cut. As the plasma arc crosses
the lead-in kerf – the removed material from the beginning of the cut – it transfers to the
saved part, causing a small indentation or, sometimes, a larger scooped-out region. This
makes the hole out-of-round.
A bump occurs if the lead-in and lead-out do not adequately overlap. Some of the
material in the hole is not completely removed, leaving a bump of uncut metal that
prevents the hole from accepting a bolt.
Finding the appropriate lead-in and lead-out to minimize divots and bumps at start and end points can be challenging. Operators can use a trial-and-error process to find the appropriate combination. Generally, a radiused lead-in with a very small or negative leadout (negative overburn) to the saved part will produce the best hole. Sometimes a short, straight lead-in works better with a small leadout (positive overburn)."
So try the negative lead-out. You have tried everything else.
@tylerd we may as well throw another solution at it .
I would try is increase your pierce delay. A Hypertherm 45xp at 45amps is a .4 seconds PD on 10ga and its more efficient then the Razerweld 45 so we’ll say the Razerweld should be a minimum of .5 seconds .
We also need to added the pro’s firing latency of .4+/- .
Razerweld 45 10ga PD of .5sec + Pro Latency = .9 seconds PD
Try a starting pierce delay of .9 seconds
One other factor could be that the piece is not support and is drooping away in the last moments of the cut and causing this issue.
Another factor is if your kerf width is incorrectly set and it leaves the difference of the kerf width on both the lead in and out .
So, first of all, I really appreciate all the suggestions and feedback! I have been trying to run through and test all the different things suggested here to see if anything will improve what I’m seeing.
However, I did have another thought/question about why I’m seeing this. I ran a couple of other simple cuts that started and stopped on straight lines. Am I seeing this because I’m trying to start/stop on a radius? It seemed to cut my other stuff perfectly fine as long as it’s on a straight line. Just a curiosity thing - I still want to figure this out!
Out of the last handful of washers I cut, I did start seeing quite a bit of improvement, specifically with adding a little more pierce delay (tried 0.7 and 0.9) and changing from a radius lead-in/out to a straight one (using a 0.06 lead-in and a 0.03 lead-out). I am going to put a few more samples together and attempt to refine my pieces a little further. I will keep everyone posted, though!
If that is a final cut or the only cut, it still should cut appropriately. If you were cutting out 10 washers and the 10th one did that (left a bump) but none of the others did, I would just call that a coincidence. The cut sequence should be refined enough in the gcode to do this accurately every cut.
But if you are saying you are manually hitting the space bar in FireControl to stop on the radius?? Yes. That could be an issue.
Each washer variation has been its own unique G-code and I have let everyone of them fully run their cycle, I have not paused any of the jobs.
I was just wondering if the settings I’m chasing are really only affecting the files that I have it start/stop on a radius since the other files I cut that were started and stopped on a straight path didn’t seem to show this particular issue. Again, that may also just be a coincidence?
I’d bump up the lead-in. That’s just about what the kerf is so you’re not getting much benefit from the lead-in. I’d go with 0.1 or 0.12 - that way the arc is stabilized before it’s cutting the line you want.
Here is the file that contains my latest tests on the 16g. Tests 4, 5, and 8 were the best out of those 9 (test 5 probably being a hair better than the others though).