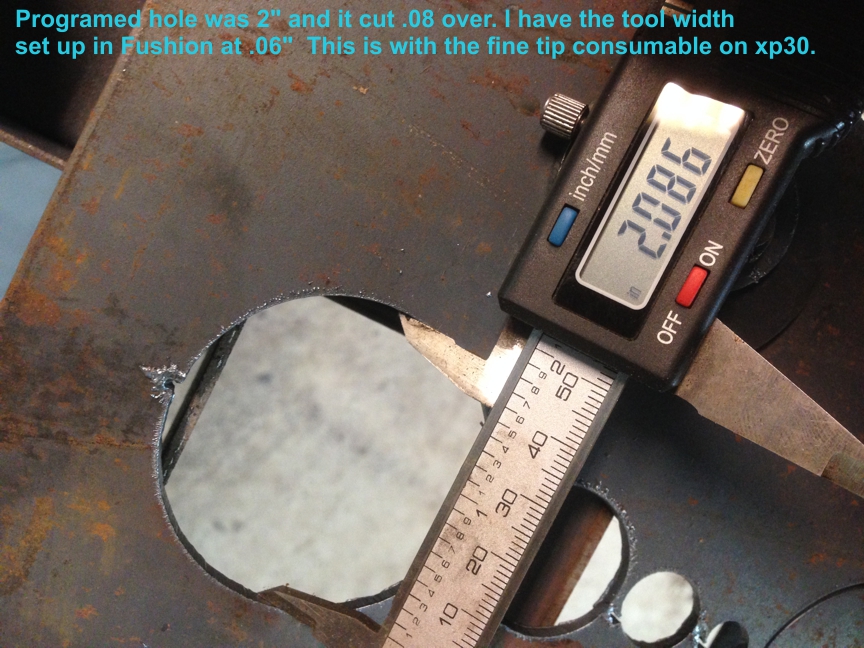
Hi, I’ll spare some of the many issues I’m having. I have a brand new Hypertherm pwr max 30.
Day1.First cuts were 1/4" plate. Circles and ovals were not good. Started getting inconsistent from bad to worse. Next time I re leveled the gantry, honestly very bad cut results.
output file using Fusion, laptop plugged in, proper air pressure, 30 amps on 220v, cut speeds were off but slowed them down. air supply is decent, will be better once I hook 60g compressor up. You can see on the radius in picture its pretty decent, the cut quality isn’t bad, but on circles and ovals they are just terrible. I’v read that machine out of level or gantry out of level can cause that, its been checked. lead screws are oiled and doesn’t seem to bind. machine does shake alot IMO. Used regular consumables with the drag tip on the 1/4" plate.
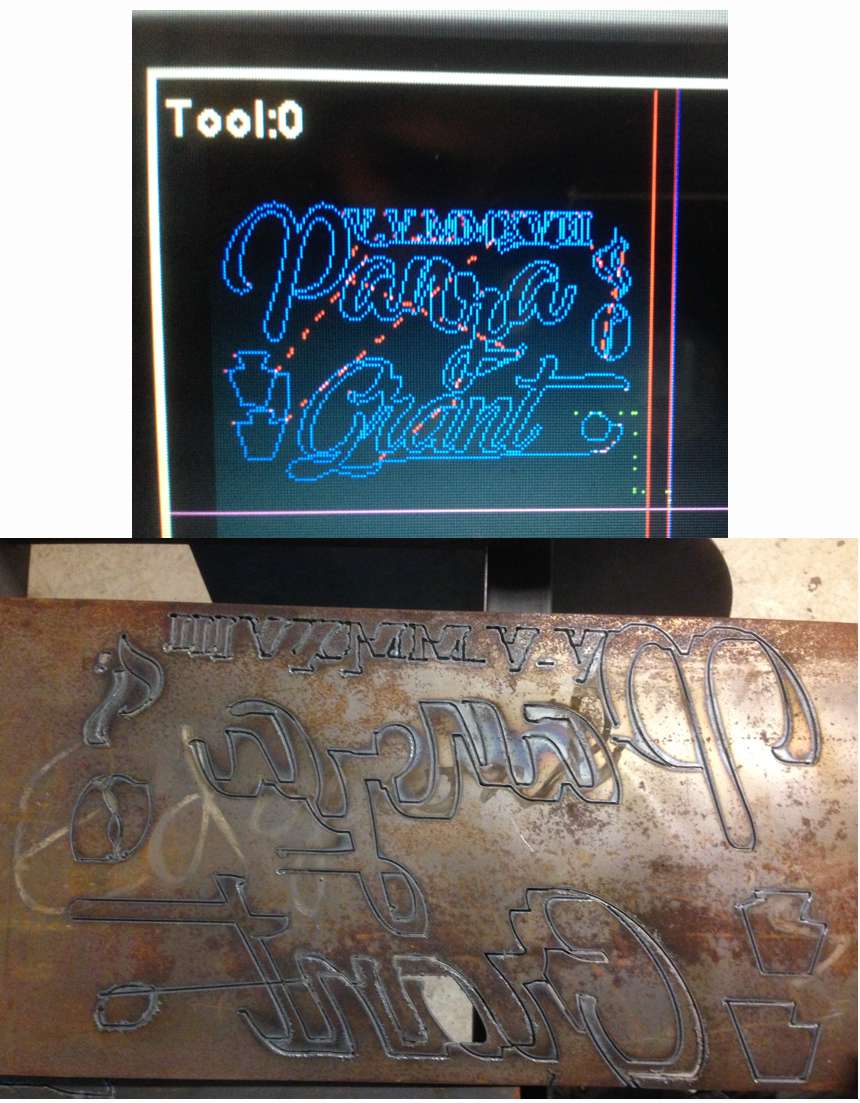
Day2 stepped down to 11 gauge or so. Changed to fine consumables. My sheets were def not very flat and I know my torch height was way off. Cut speed was way off also, slowed it down and I know the quality is just terrible by the pics. I had a ton of issues with this sheet as the torch wouldn’t shut off when I hit pause, you can see on the sheet it cut the file completely in Reverse. Circles are beyond bad. The torch as you can see didn’t shut off and drug through the sheet. Its embarrassing even posting this, as I know the torch height and speed were off but my concern is just the images looking very bad.
again, I know I’m not working with the best materials, I need to reup on them and set the torque height lower, I will also fine tune the cut speeds. My biggest issue is I’v had no confidence and or a snippet of luck with cutting any type of circle. radius and angle cuts are fine.
any ideas? I know I’m throwing alot out there, but each time I’v cut with this results were worse than before. Its pretty overwhelming considering all the time and money I have into waiting on the machine, all the programs and learning curve and now the new plasma. I have quite a few things I need the machine for and really hate to farm them back out.
Hi @directioneast, we are sorry to hear about your issues but we will definitely help you get this taken care of. Before getting deeper into troubleshooting one thing comes to mind based on your irregular circles. Have you checked to make sure that all 8 set screws are tight on all four lead screw couplers (both on the bearing side and on the motor side)? If one coupler is loose it can slip and cause the type of irregularity that you’re seeing especially with circles. We recommend using some blue loctite on these set screws to prevent loosening over time.
thanks, I did check them X axis today and snugged them up. I will double check them all and I’m going to make a file that is just a bunch of random circles and use 1/8 plate and do some sampling.
@directioneast Ok great! In addition to that are you noticing any other binding issues when jogging both axes around the table? If there is binding of any kind it should be very obvious and you’ll hear the stepper motor basically stop motion and make a non-characteristic sound.
First I’d move to something like 14 or 16 ga steel so you’re not chewing up expensive thick stuff.
Then I’d go back to the beginning. Speed, power, height and air all affect the cut - including whether circles are circles or not.
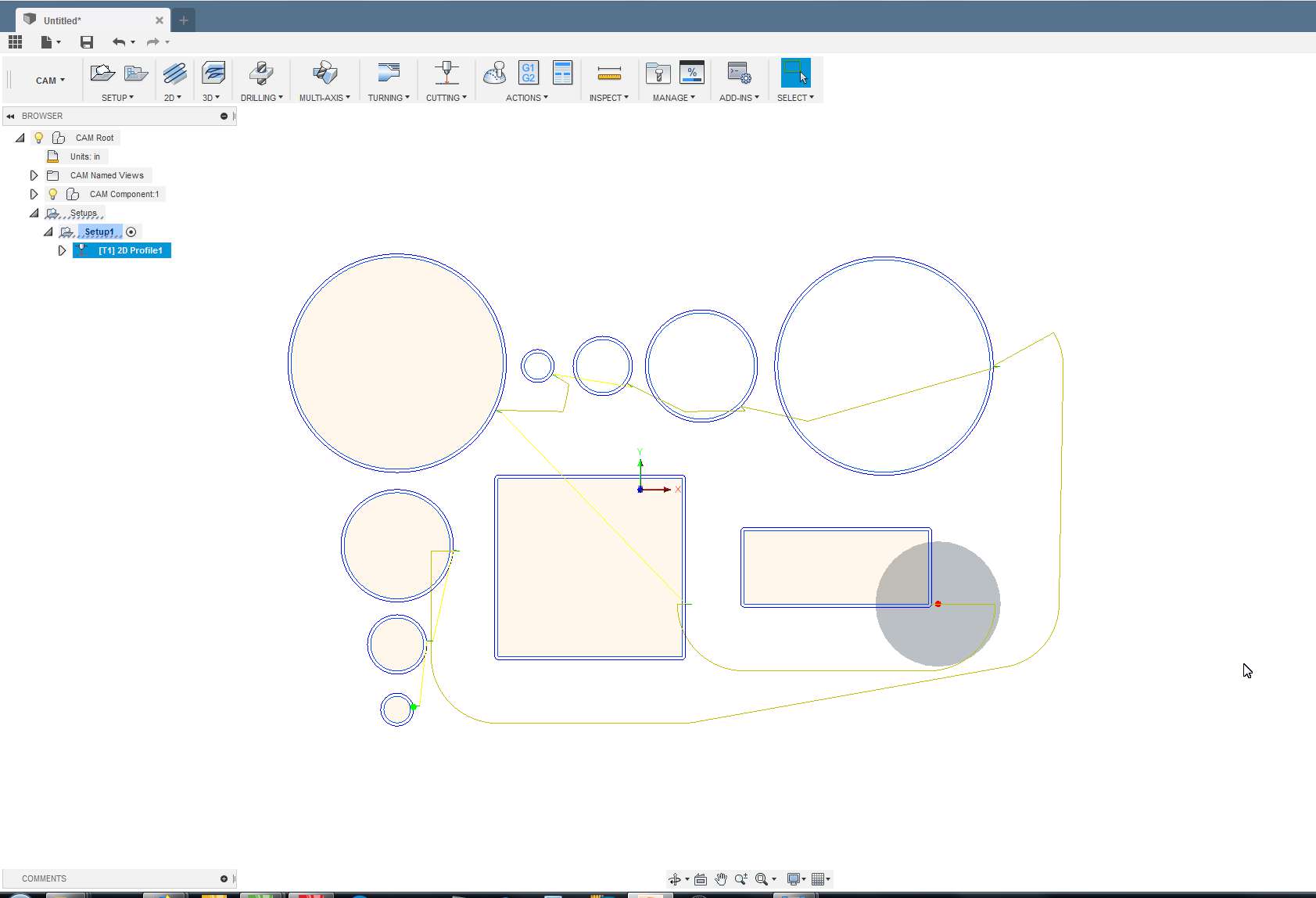
Make a design with a couple of circles - maybe a one inch and a two inch. Try it with the 0,0 set in the lower left corner. Do it again in the center (just move your material sheet over and move your 0,0 setting - you don’t need a 2x2 piece to do this).
For grins include a square or rectangular cutout. That will confirm straight cuts are straight and corners are 90 degrees.
Bad air (low supply or wet) can cause deformed cuts. But then pretty much everything you’ve noted you’ve got set wrong will too.
If the height, air, speed and power are all set and it’s still an issue, then you need to dig into machine setup.
NO binding on jogging. I had that issue when I first set the machine up. I fixed it by moving the lead screw out of the coupler. I run the program bf I fire the torch to check it, doesn’t seem to bind at all. I may just post a video of the circle sample sheet I’m going to make.
any idea on what would cause a file to cut completely upside down? 6th photo down you can see what I’m talking about. Maybe too much going on and mach 3 glitched out? You can see on several images where it just seemed to glitch. The 2 keystones on the left it didn’t even finish the one.
To reiterate what @langmuir-mike wrote, those cuts are very indicative of loose motor coupler set screws. The torch not turning off is caused either by having your torch set to 4T instead of 2T, or by not having an M5 command to shut the torch off.
Learning how to use the machine can be frustrating! I am confident that you will soon be cutting out some awesome parts soon enough. You’ll get there!
Thanks I completely agree with the comments and will be doing a Sample cut. The thick stuff ya I know need to not waste it. But I will mainly be cutting 3/16 to 1/4 stuff alot. Shoulda went with the xp45 but funds were not there.
My concern on the thick stuff is all the straight edges were perfect, and this was with the standard consumable and drag tip. The big radius in the first picture (air bag mount) it was flawless. get to the
two little elongated ovals and the big center circle and they were not good.
Daniel, thanks I’ll check the coupler set screws and the lead nut screws. I’ll re level everything again. Which right now sux bc I move the machine around, itsn’t not stationary at this time. I also need a water table asap. Regret not buying one right away.
I know i need button alot of things up and yah maybe like you said its just those coupler set screws.
I’d hold off on leveling the gantry for now. Just focus on getting some 1” diameter holes cut in sheet metal. Use that as an oppurtinity to learn feed rate, amps, etc. Once you start cutting some larger pieces is when I would focus on dialing in the torch tracking.
oh, also the torch didn’t give me any issues till that last file I tried to cut, had alot of small stuff in it, it was cut in reverse which has never happened to me. It was also sporadic on shutting OFF. It fired every time with no issues. again only happened on this last file. The torch height was way too high bc my 11g was bent up all weird, only had one clamp to try and flatten it. does the Hypthm xp30 have 2 and 4t option? again this only happened this one time out of maybe 4-5 different times cutting. I think mach3 was glitching bc of the several issues all on this one file. I first noticed the torch not shutting off when I paused the program.
Ok Plan to cut this out sometime this week and I’ll shoot some video if I can.
Plan to use fine tip consumables, 11g sheet. 100 IMP at about 25amps on the hyp xp30
with 1/16 torch height.
That should work, but really I’d try one or 2 circles. If there’s a problem you’ll see it quick and all the other ones won’t tell you anything new. It’s just wasting time & materials.
Check your topside sparking and slow it down if you’re getting a lot vs having most of the sparks coming from underneath.
Once you get one or two good ones you can up the ante with your big design.
well my theory here is to make sure the x and y axis can produce good circles, so I made 2" down to .5" to really test it out. I can just stop the program once the first circle is trash! I do plan to cut in different locations on the table to ensure those areas are good. Once I get this to work, I really have to get it dialed in with some cracker jack timing as I have some pieces that need cut that are almost as big as it will allow, there are lot of circles and radius within it. The sheet is 3/16 so def don’t want to waste them.
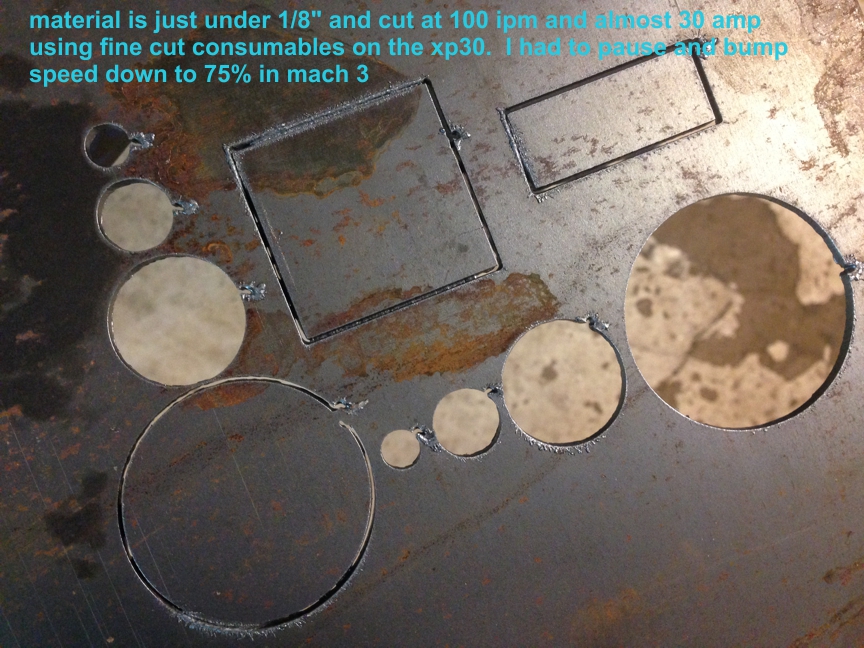
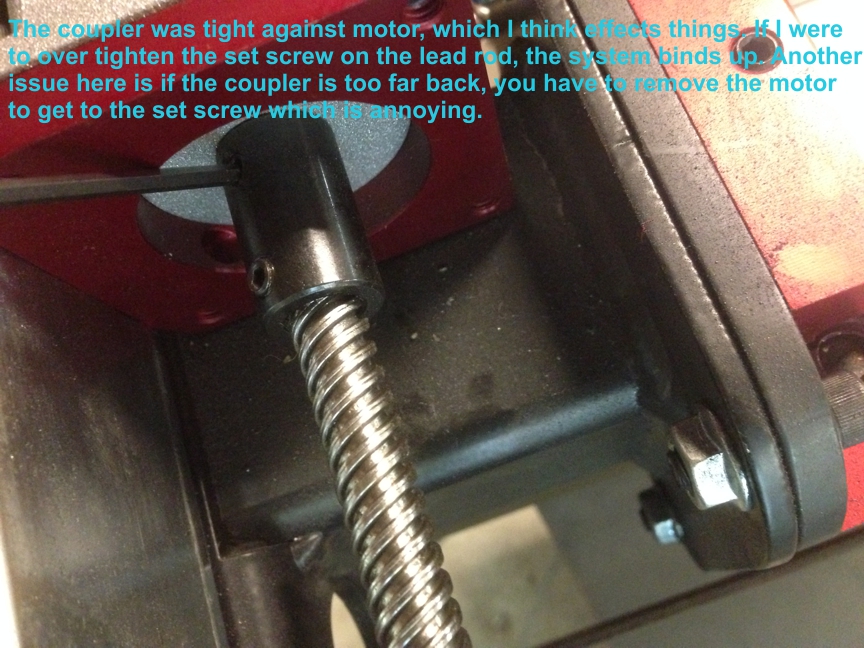
Ok, much better today. Had a little time to run to garage and try it. First thing I did was tighten up all the coupler set screws. One thing I noticed on my Y axis motor (as this happened on my X axis motor when I set machine up) is the coupler if tight against the motor seems to present some problems. anyone agree with that? Reason I feel is, if I over tighten the set screw that touches the lead rod, it will bind the system up and I then back off the set screw in order for it not to bind. What prolly happened is that set screw is too loose and wobbles loose. So, if you move the coupler off the motor I think you can then tighten both set screws as much as you want?? Once lesson learned is don’t put that coupler back touching the motor bc you can’t get your allen wrench in there to loosen it. You have to remove the motor.
results were good, but I def need to fine tune the cut speeds. I’m am surprised Hypertherm doesn’t have much info on all sheet thicknesses. They list 18g 10g, 1/4, 3/8, 1/2 ,5/8 in my book.
They suggest 110 ipm on 10g which is almost 1/8. I went at 100 ipm and had to slow it down.
I’ll post more progress on cut speeds with the XP30 as I go.
Your .08" over is due to the kerf of the plasma arc. That’s where I adjust designs I’ve used on my laser - for the laser my kerf is about .007" or 1/10th as much as the plasma. Stuff that results in okay thicknesses of the resulting parts on the laser can be too thin on the plasma.
But .08" under computer control beats my hand with a torch or some sort of saw by miles
I don’t recall hitting the motor with the coupler - is it seated all the way on the lead screw side?
It looks like it started the cut from the outside. The software is smart enough to know if you wanted to start the burn outside the disc the desired item must be the disc not the hole. In theory disc OD plus kerf value equals ID of hole.
On feeds and speeds, check on hypertherms website. They have very accurate info for all kinds of metal for my antique machine so I’m sure they would have good info for a new one. My manual was online. Agree with the above post about the size of the disc. The cut was on the outside so the disc should be pretty close to 2.000
Yah I figured between the kerf and the inside/outside cut I’ll have to get the hang of perfectly sized holes.
The disc that dropped is with a ruler 2" and 2.02 on the calipers. Is it safe to say the kerf on the fine tip here is .06 ? I couldn’t find any info on that online.
the coupler on the motor side is split between motor shaft and lead rod. I don’t know if its seated on bearing side. I know on my x axis I def seated it all the way on bearing side as I had some binding/skipping when I set up the machine. Had to re adjust it all on the x axis.
I think now the machine is set up pretty good, now time to cut bigger stuff and see if I can keep it consistent throughout. Checked my Gantry today, it moved about 1/16 maybe less from last time I moved machine around.