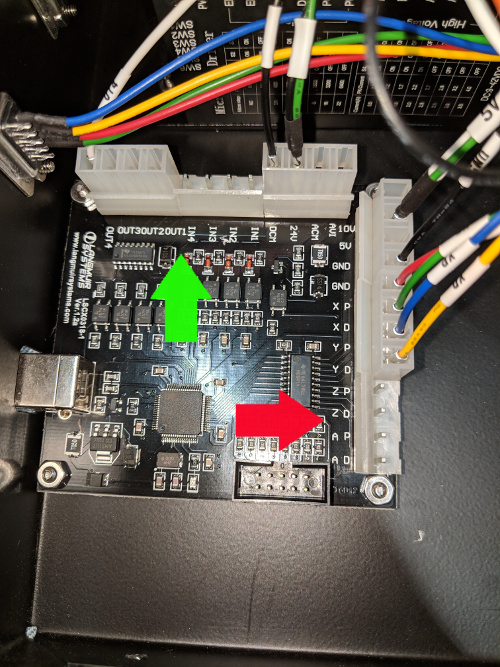
The Red arrow shows as Step and direction output for not only a Z axiz but an A axis (this is commonly referred to as a 4th axis. and used to drive a rotary spindle for round work)
The Green arrow shows 4 ins and 3 unused outs. (ins are normally used for limit switches but can have many uses, Outs can be setup for aux spindles, vacuums, exhaust fans, coolant pumps etc). Now this is just in normal CNC terms, I have no clue what Langmuir’s long term plans are for them. To be honest, I’m ok with not knowing for awhile. they are still getting the business started and issues ironed out. Once they get it running well, then they can let us know. I’m just impressed that they went ahead and included these items in the controller given the low cost of the unit.
nice spot! So, how much would we gain with a powered z axis? I don’t see much benefit myself other than not worrying about tip-ups. Somebody educate me
good eye, however with their infinite gantry I wouldn’t want to add any more weight to it. i’d say a re design would be necessary. Its very young in LS startup but if it were me, id leave this platform as is. Very entry level and affordable. If I were them I’d redesign the system and offer the Z axis and a bigger cut area and just offer it as a more industrial option. I am however quickly seeing the benefits in a Z axis as I just had a tip up throw off my whole sign and I was at the very end of it!!!
Regarding the tip up collision, curious to know if you were using the keep nozzle down functionality? That function sets up the rapid moves around previous cutouts to prevent tipup collisions. Its not 100% foolproof, but between it and always being prepared to pause the machine is the best defense against tipups.
Ya I keep nozzle down. and I didn’t even think it would come back around and hit that part but it did and I had zero time to react. I also keep the laptop way from the machine as far as the cords let me bc I am not running a water table at this point. Which I plan to add for sure, hate not having one.
If you are looking for a bit more time to react, go to Configuration—>Ports and Pins—>Spindle Setup and change the CW Spindle Down Delay from 1 to 3. That will give you 3 seconds of delay after the torch shuts off before moving to the next cut. Of course the downside is that your part will take a little longer to cut out.
You can also experiment with tabs in Fusion 360 CAM. This leaves very small connections so that tipups dont occur. The downside would be that you’ll need to sand down the nub left behind after breaking off the drop.
James,
If it is just a Private label CNC controller I’m still impressed that they went ahead and populated everything. The Extra parts are not free. I’ve seen other CNC units out there that use a “stock” board but leave all the unused components off. $0.05-$0.25 per board can add up, and profit is profit
@directioneast you can also set up an xbox360 controller pretty easily to be able to hit pause at table in case of tip up. I yet to do this it I keep my cursor on the pause function and laptop near by. I got pretty quick on catching tip ups learned to always be ready
thatguy tom, tip ups are when cut parts tip up and the plasma torch comes back around and hits it. either moving your work piece or jamming the machine up.
blakeabahruth, thanks sounds interesting. I was all over the table today making sure nothing tipped up
and learned that the spacebar will pause the machine (haven’t tried that yet)
not to get this thread side tracked. back to the original post, I do like the idea of using the internals on another setup if needed or be interesting to see what people on here come up with for THC.
I asked the same question in an email to tech support some time ago, and got no answer. I can’t imagine they would hesitate to answer if the answer was “no.”
It sure would be cool to be able to cut tubing on a rotary stage! Here’s to wishful thinking!
You only need 2 axis for a rotary tube notcher. You unroll the tube in cad and hook X or Y to a stepper rotary axis. Leave the other axis hooked to the cross fire and you could profile up to 25.5" long tubes.
Glad to see there may be a 3rd spot though! Would be great for bar feed through the rotary axis or ahc.
Has anybody found a longer USB cable that will work to keep a laptop as far away as possible from the table itself? Looking for a 10 -12 ft cable if anybody has ran across something that will do the job.
You can get just a long USB cable they are considered “passive” cables however but they are somewhat length limited. For longer USB runs it is preferred to use an “Active” USB cable which in simple terms has a repeater chip in the cable.