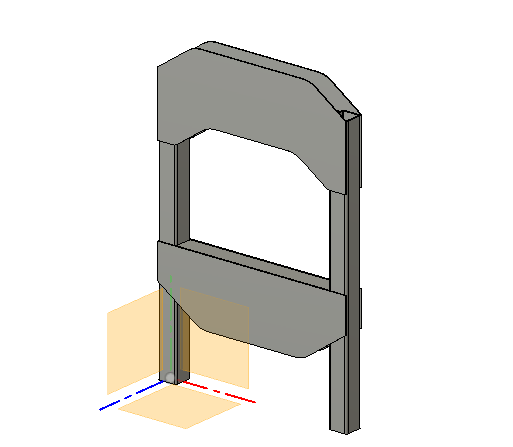
Figured I’d share my latest shop project. I bought a 40" swag finger brake kit and built a frame to fit. Started with a drawing in Fusion to get some rough measurements and then went to my steel shop to find some steel. I went with 5x5 3/8 tube for the uprights and some heavy channel. The channel measured out to 3.5" x 8" with a 5/8 flange and 3/8 web. I plug welded the channels together to make I beams.
My goal was a 5" wide I beam to match up with the 5x5 tube, so I took my Fein slugger and cut each flange down so the I beams were 5" overall width. I gotta have a shout out for that saw, it’s an absolute animal. It cut 28 feet of 5/8 plate in 42" lengths on one blade, the last one cut as fast as the first. Cut somewhere around 10-15ipm with the saw. I stopped at the halfway point of each cut to let the saw cool.
I farmed out the big plates to my local shop to cut. They cut them out of 3/8. Probably on the heavy side but the price wasn’t much different from 1/4. Was not very impressed with the cut quality, jagged cut from worn out gears and a pretty decent bevel. Torchmate table with a TD cutter.
I’m using a 50t air/hyd jack for the ram and it seems to be doing well. I made an I beam out of 1/2 x 5 plate and gusseted it up with parts off the Langmuir. I made some plates to hold the press assembly in the frame. They’re welded on the back side of the press, and on the front side I tapped a 3/8x16 hole into the 5x5 tube and have them bolted on so I can removed everything.
It’s almost done now, just gotta add some casters to move it around the shop. I don’t think I would have been able to do this if I didn’t have a 2ton hoist 16’ above me. I need to work on making some narrower dies for bending this material, as well as a wider die for bending 1/2. It bent 3/8 x 4 plate like nothing, but stalled out on a piece of 1/2. SWAG is a little misleading in their advertisement of this brake by saying it’s a 3" wide die. It’s a 3" wide angle, the die opening is only 2.25". I’ve got a foot pedal I need to plumb in yet. Also planning on added a couple shelves to it and some lighting. I figure I’ll play with it for a couple months then roll it outside for sandblast and paint.
First part is one that I drew up on sheetmetal to use as a vertical support on the cattle gates I make. In the past I’ve just used pieces of tube cut and welded between each horizontal. This method is much faster.
Awesome! I’m working on building a tube roller and tube bender. Nothing compared to the scale/weight/size of that press but I’m all about making my own tools now days. Very impressive, I’ve got a harbor freight 20 ton with air/hydraulic and the SWAG finger DIY kit. It’s great but even today I wanted to bend a flange on a 24" shelf I made and the SWAG kit is only 22" wide Something similar to yours is in my future when I’ve got the floor space for it. Again, great work!
very impressive build. I would love one but my one car garage has no space available and will be pushing it for the SWAG 20 / HF ones I’m eyeing. I just hope that my projects won’t outgrow that. I’m like Tim the Tool Man…larger is always better.
I’ve got the same along with the gooseneck dies when the straight ones get in the way. I’m just constraining my designs to the 22" width
Fusion’s sheet metal functions are great and will unfold a design for you. That helps make sure I can bend what’s coming out - I can usually change it so I can bend and the longer section gets welded.
I use the sheet metal function all of the time, I love it. This was a total brain fart… I formed a 16" flange off the 24" shelf and forgot the entire piece needs to fit in the frame, not just the 16" flange that’s being bent One of those moments where I rushed a project a little too much
Thanks guys! Put it to work tonight on a couple little projects. First project was an idea I’ve had floating in my head since I order the plasma table. I make probably 10-15 gates a year for my feedlot and I make a lot of spring loaded slide latches. Usually it’s a piece of 3/8x4 plate with square tube welded to it with bar stock inside and nuts welded under for the spring adjustment. I drew this up on sheetmetal as a way to have less steel and labor. I had to do relief cuts next to the holes so that they didn’t get warped in the press, then I welded the backside of the cut after bending. Very happy with everything. Menards didn’t have the right springs and I’m not satisfied with these ones. Gonna have to shop around for a shorter spring. I cut these plates with 45a 15ipm with my RW45. Ignore the booger I had to take to the belt sander, my laptop ran out of battery and I had to start back up mid cut…
Next project was a zebra for our Safari themed baby room in progress. Found the picture somewhere on the interwebs and traced it. Fit it in to a 16*20 frame and made some flanges in sheetmetal. Cut it out of 14g CR and bent it in the finger brake. The seams didn’t fit quite as tight as I wanted, but pretty close for my first time. I welded them up and blended it out. Hit it with some flat black paint and it’s ready to go.
The Zebra is very nice and an interesting idea to make the frame and the picture in one piece. Did you have any problems with warping as you cut this?
It seems with the long, narrow bands the metal would distort. What current and rate did you use?
I cut with 30a @ 80ipm and didn’t have any noticable warping, even with the small details. I didn’t pause it or optimize it to keep heat down either. Just topped off the water, threw it on there, leveled it up and let it rip. Didn’t have any tipups either. I had a couple spots where it burnt through the pass next to it on some real fine details, but nothing noticeable to the untrained eye.








 Something similar to yours is in my future when I’ve got the floor space for it. Again, great work!
Something similar to yours is in my future when I’ve got the floor space for it. Again, great work!
 One of those moments where I rushed a project a little too much
One of those moments where I rushed a project a little too much





