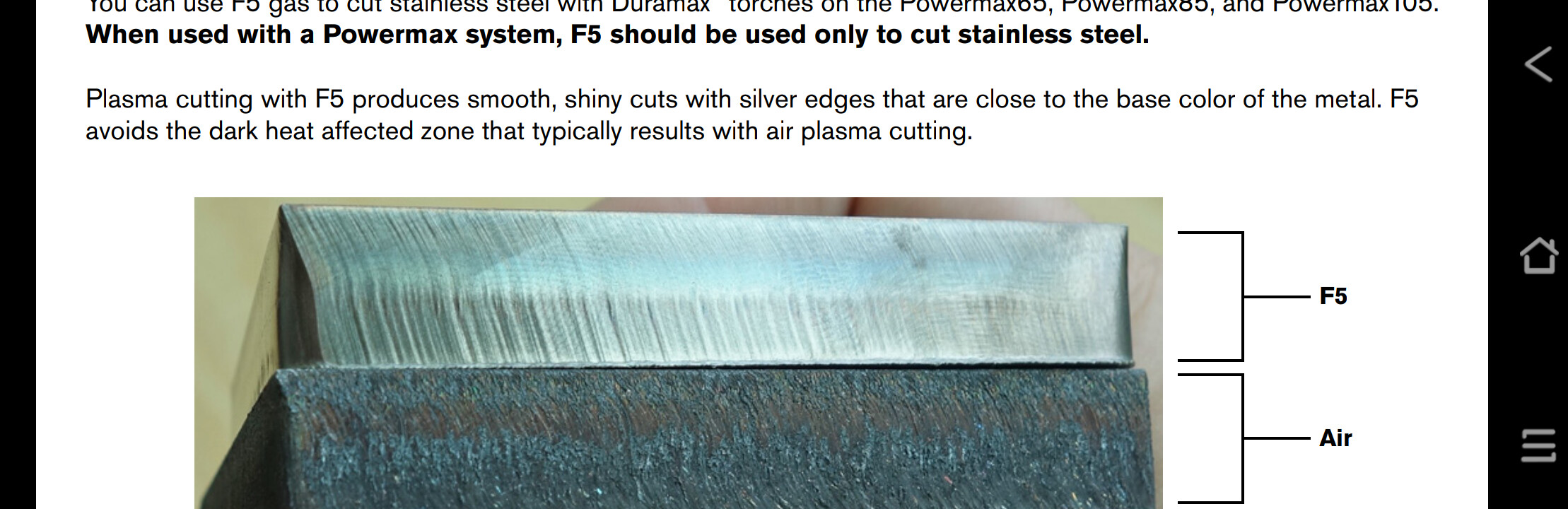
In the hypertherm manual it recommends using F5 gas on stainless steel applications over 1/4 in. (I see you have the razor weld 45)
I’ve never had the opportunity to try it but would it came up. Maybe that could help you here?