Hello, been on here for a few months now, first post.
Having some issues getting good cuts on some flanges I’m attempting to make. Before burning up more expensive material I figured I’d see if I could get some input from anyone with more experience.
Haven’t found anyone’s cut settings or a cut chart with this material yet, but did find a thread of someone cutting same material that looked much better.
I’m cutting 3/8 304 stainless steel on a crossfire pro with the RW45.
Brand new techmo consumables (oe for my torch)
Latest version of crossfire
Best results I’ve gotten were with the following cut settings
315mm/min cut speed
2.5mm lead in radius
60 degree lead in
2.5mm lead in and out distance
1.4 sec pierce delay
.063 cut height
.15 pierce height
Cutting at 40 amps
I’ve tried cutting at 45 and slowing down feed rate messes with pierce delay a little as well. Lead ins looked good on my test material (1/8” mild steel)
The cuts seem to slant in or out quite dramatically, not shown well in picture. I know it will happen with plasma and this is better cut on a water jet but I’ve seen better results than I’m getting so I think there’s room for improvement
I might be wrong here…but plasma is not the best for cutting Stainless…waterjet is the best way to cut stainless…
I am sure one of the others will respond to this also
Yea, I know that’d be ideal. It’s just much cheaper for me to do this on plasma than to outsource water jet cutting, and gets more use out of my table so I was giving this a shot first. @toolboy
According to the cutting table for the plasma cutter I have it wants 50 amps at 34 inches or 880 mm per min and 60 psi. Do you have any 1/4 stainless to try at 45 amps and up to 960 mm, That would see if the lack of amps is the problem.
Water jet is the most precise but if adequate could be had with plasma then it would be a nice easy out come.
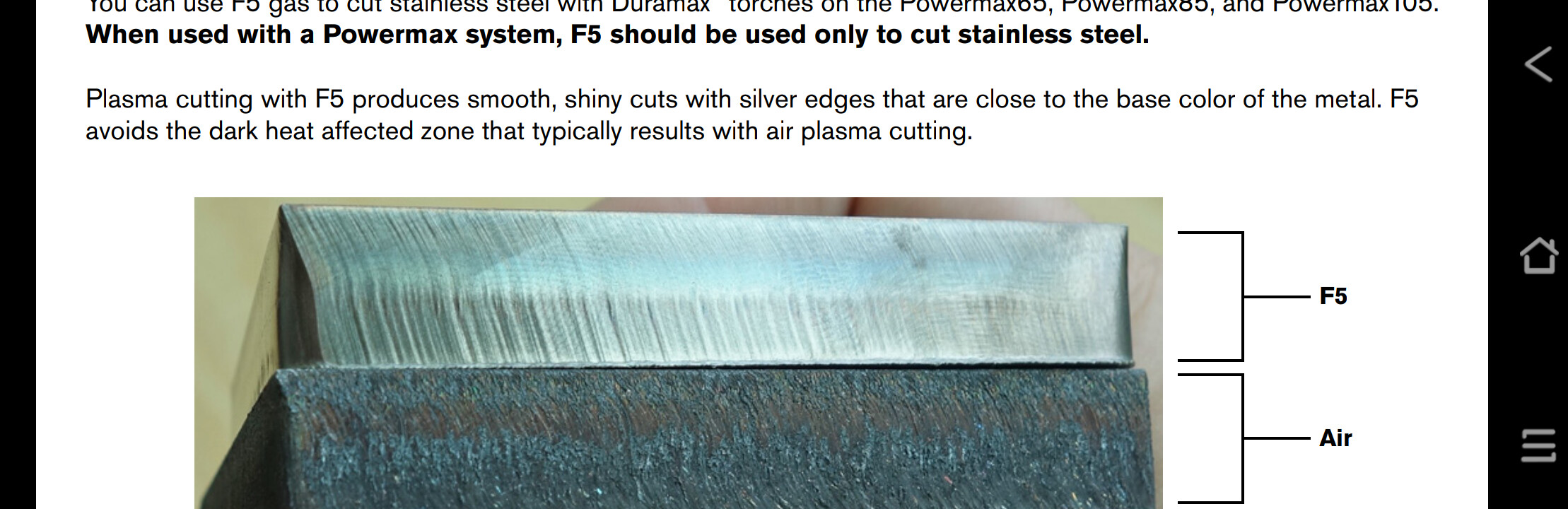
I went through a phase of cutting lots of stainless and looked hard at F5. In a nutshell, it gives a shiny cut. That’s worthwhile if cut geometry with air is adequate, but you need to cut down on oxidation during cutting. For example, for parts that need to be welded or put in service with full corrosion resistance, but with minimal oxidation-related post work, F5 is not a magic bullet. Dross will be similar to air, just shinier. If anything, F5 might exacerbate your bevel problem (Hypertherm’s analysis). So, if poor cut geometry is the main concern, F5 is not going to be worth the hassle and expense.
That was great information about the different plasma gas.
I have been using plasma for a long time, the game changer for me was when I could get a machine that would use compressed air for the shield. I am in the repair business and keeping the set up simple is very important. The results I can get with air are more than adequate for the jobs i take on.
As a side note the general cut of the pictured flange is acceptable , i would use a drill press to make the holes.
Thank you for the info @TinWhisperer my understanding of shielding gas was what @Jemejia explained. It covers the heated material from reacting with contaminants in the atmosphere which may reduce its corrosion resistance and look dull, but doesn’t generally help with cut geometry. I think my machine may end up just mot having the juice to cut these, unless anyone’s got suggestions on cut setting adjustments for me to try. I may just put source these until I upgrade my machine. And toolboy i think the cuts are not quite acceptable for my certain applications but wouldn’t have a problem grinding these down to use on some walk in exhaust job. $3600+ Porsche turbo headers definitely call for some better components.