This weekend I’ll be cutting a project from 1/8” steel. I’ve been designing this project (bumpers for a Jeep) for quite a while and it’s ready to start. The problem is I don’t have excess material. I.e., I can’t afford to mess up. Also, this is the 1st time I’ll be cutting 1/8” steel.
The parts are not too complicated and have no small holes. My machine is a Crossfire with a Razorweld Cut45. I don’t have much time on the machine, maybe 20 hours total, so I’m still learning. So far, just about every time I’ve attempted to make cuts, something isn’t right and I end up cutting 2 or 3 times until I get it right. I don’t have the extra material this time.
Can the knowledgeable folks out there recommend cut height, pierce delay and cut speed?
You absolutely need to make some test cuts. At the very least cut a couple straight lines or cut the least important (Visually/structurally) pieces first.
Everyones machine needs tweaked. I have a crossfire pro with Razorweld45
Absolutely recommed replacing consumables if this is that important to you. I replace consumables if I have a really important product and put the old consumables in a zip lock if they still have life so that I can get the best cuts on important parts but still use up the consuamables.
My settings for 1/8 mild steel
70ipm
0.05 cut height
0.01 spring back
0.6 pierce delay
0.15 pierce height
I also add 0.5" over cut incase my pierce delay is off slightly.
I would suggest you can’t afford to NOT do any testing. Nobody on here can give you settings with 100% confidence. There are to many variables. We can get you close but only you can dial it in. If you are a gambler you can take someone else’s settings and test it on your file but you are risking your whole project you have spent so much time on. If it works out… great… if it doesn’t you have wasted material…. It will likely be more “waste” than the little bit you burn up dialing it in. Go pickup a drop at a local fabricator and do some testing. A 2” square with a 1” hole is sufficient. When you are done you can use them as weld coupons to practice on before you weld up you bumper. Whatever you decide post it here. I’m looking forward to seeing it all together! Let’s see some pics of your jeep!
I know he does not have the material for this but my test part is a chinese star. At least when I’m done I have something fun to play with and give away. 4pt-star_b v2.f3d (121.9 KB)
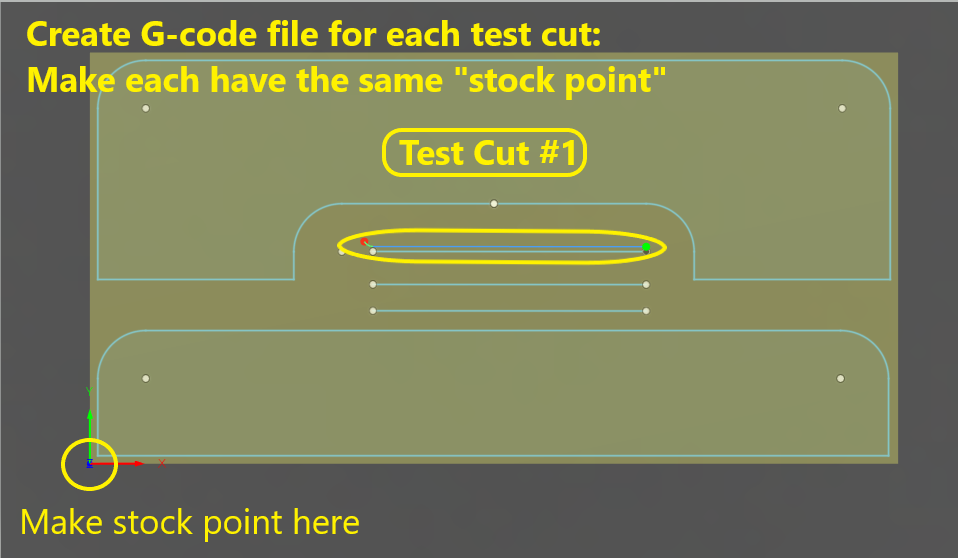
You will have room on the plate for test cuts if you plan it out appropriately. Whether using SheetCAM or Fusion, you would run several g-code routines: One for the “main event” and separate files for each test cut. You want to pick the same point for the “stock point” so the files are all using the same piece of metal and the machine makes each cut precisely where it avoids other cuts.
$221, 4’x8’ x 1/8" P/O plate, sheared to 32" pieces. I’ve since cut each piece in half, yielding 6 pcs at ~24" x 32. My project will use 5 of the pieces but I’ve got plans for the extra one.
FWIW, this is the 1st time I’ve purchased material. Since '96, every piece of metal I’ve needed for projects (conservatively estimated at 4-5 tons), steel, stainless or aluminum was scavenged from work.
For $250 you can get a sheet of 4’ x 8’ here in 3/16".
Anyway, as everyone stated just do some test cuts. There are a plethora of cut charts floating around that people have created, and if you’re wondering “why so many” that’s because many people have done test cuts themselves to use different speeds.
I was around the 40 amp mark when I used my PrimeWeld CUT60, and run at 45 amps with my Hypertherm 45XP, so I’d be around that setting on your Razorweld.
Next, ensure your cut height is close to 0.06" with a pierce height between 0.125" to 0.150".
Too low of a pierce height can cause excessive wear on your consumables, along with incorrect cut height.
Run speeds between 60 to 100, probably in 10ipm increments and choose the best one.
If you want to dial it in a bit more, find the best of the two and cut the speed difference in half and run that to see if there’s any improvement or not.
You should have your setup dialed in within 4-6 test cuts on 1/8" fairly quickly.
I should have mentioned that I bought the material from a local weld shop. I’m sure they added their M/U to it.
Ironically, it’s the same weld shop that in '00 I got a 1/2" piece of hot rolled, for free. I went there looking for a drop from which to make a welding table. The piece the had was 38" x 84" (about 450lbs). I was picking it up using my minivan and they were certain it would crush the suspension. I bet them the cost of the plate that the van would hold it no problems. Which it did and I got a free weld table top.
I cut 10ga HRS pretty often, but with an Everlast 62i on my CFP. 45 amps, 70psi min, 90ipm, 0.15" pierce height, 0.06" cut height, 0" springback on the IHS (10ga is stiff), 1-1.2s pierce delay (cannot remember off the top of my head).
You are REALLY overpaying for 10ga HRS. And agreed with all others, run test cuts. There’s a good sample coupon floating around somewhere.
For sure they did, find a Steel supplier you can buy from. If you pick up one sheet depending on when you show up, it can be a fairly long wait if they are loading trucks. You could always have it delivered if you have a way to unload off.
You may also find differences in prices between the suppliers in your area and that may change every time.
One thing I can say about steel pricing is there is no way to know what it will cost until you call
as the amount you buy effects the price big time
Here is a graph of steel pricing over the last 12 years or so. A supplier might be charging based on what it cost them or what they expect it will be to replace that sheet with current pricing. You never know. But you can bet they are not pricing it to lose money.
Current financial reports are suggesting that the suppliers have been shouldering some of the cost added with tariffs and this is expected to change. The odds are that prices will move upward so if you are planning projects in the next 3 months, get your metal orders in now.
BTW, I was able to get the parts cut. As suggested, I nested a few small squares in the space between parts, and set up test cuts using the same origin as would be used for the main parts cut program.
It all went well until the 5th piece. I got a THC warning that errored out the program. Fortunately for me, the program stopped with only a few straight cuts left so I was able to salvage the parts.
This is probably a topic worthy of it’s own thread, but why do I get random THC warnings out of nowhere? This seems to happen at some point each time I’m cutting parts. Sometimes I can regenerate and restart and the program completes, but more often than not, on restart, I continue getting the THC warning and have to abandon the program.
Also, today when cutting some .140" stainless, for no valid reason, the Z axis raised (like 1/2") during the cut and the program eventually threw a THC warning.
When I started cutting I was getting alot of THC warnings. I increased the +/- voltage to 10. Now when I usually get that warning is when I need to change consumables