That’s right.
I don’t own a Hypertherm so I wouldn’t know.
That’s right.
I don’t own a Hypertherm so I wouldn’t know.
I don’t own a Hypertherm either. I just have a Hypertherm torch adapted to my Everlast.
Much like the upm105, it’s hard to convince people how much better it is than the PTM 60 torch.
I got 1500 pierces out of my first set of Hypertherm consumables and they still hadn’t failed.
The current set started getting too much bevel at around 500 pierces, so I changed the nozzle. The electrode still looks good at around 700 pierces.
Not sure what gave you that idea, was easy for me to switch to a UPM-105 lol
I know this is an old thread, I am wondering how all of you testing came out. Also, were the supplies you received the correct ones and how did the swirl ring work with the air direction it had? I am in the process of purchasing the UPM-105 for my Pro table I also use a PrimeWeld Cut 60. Thanks
The UPM gave me more pierces than the PTM in general, and consistently on the same exact setup.
If I recall, the thread was about comparing consumables, not torches.
I never tested the ATTC consumables and I still have them in a box somewhere.
I’ve been running a Hypertherm 45XP machine for a few months now.
If your going with the UPM105 to use REAL Hypertherm consumables here are the numbers you will need. Remember the REAL UPM105 comes from Tecmo in Italy, Primeweld does not sell the one from Italy or Tecmo consumables.
electrode - 220669
cutting tip - 220671 - 45 amp
swirl ring - 220670
retaining cup - 220713
cnc shield - 220673
These Hypertherm 30XP numbers you would use as fine cut consumables. NOTE: some times they won’t work properly on the UPM105 torch.
electrode - 420120
cutting tip - 420118 - 15/30 amp
swirl ring - 420211
retaining cup - 420114
deflector - 420115
Now if you want to cut over 45 amps you will have to get the Tecmo consumables I sell that is rated from 50 to 70 amps or Chinese consumables as Hypertherm does no make a cutting tip/ nozzle over 45 amps.
I just bought the upm105 for my everlasting 62i. Did you need to repin it to fit? I bought it from Primeweld and they do not repin although they said it was very easy to do.
I had to pin my torch connector, because Plasmadyn didn’t pin it at all. They sent out the torch with no pins installed. I messaged them about it and they were quick to get back to me with instructions and sent out a set of pins.
I’m not sure if the Primeweld machines use different pin locations than Everlast, but I’d plug it in and see if it works first.
Thank you for the quick response. I will give it a go.
I’ll see if I can find the instructions for wiring the pins when I get home this evening.
That would be great!! Any help would be appreciated. I did talk to the rep from Primeweld and he said it is really simple to switch pins. Another user on here made sure to mention that Primeweld doe not sell the Italian made Tecmo UPM 105 torches, butt it clearly states on the website that it is Italian made. Also from my understanding is if the leads are soldered, then it is the China version, and if they are clamped and screwed, then it is the true Tecmo UPM105….Who knows
My upm105 torch should be here this week and wanted to follow up to see if you could maybe send a pic of your torch pins going to your Everlast. Are you happy with the Upm105 vs the PTM60 that come with the machine? Thanks again for all your help!!
I don’t have the UPM105 torch. I have a Hypertherm Duramax torch adapted to a trafimet style torch lead.
I’m very happy with making the switch. Even if the cut quality wasn’t better, the ease of consumable change and 3x consumable life is a big improvement. I also like the fact that I don’t have to worry about the electrode getting stuck in the torch and breaking off when you try to unscrew it. It happened to me on my PTM60 and it usually results in a ruined torch head.
It snowed here, so I haven’t been out to the shop in a few days. I’ll get a pic of the connector today and post it.
Thank you!
I have the PTM60 and it almost happened to me. There was a little warning in my case but I didn’t act quick enough. The electrodes started feeling tight going in and I should have cleaned the threads sooner.
I had to perform kind of a reverse tapping action to get it out: loosen a bit, then tighten a bit, and then gain a little more with each successive loosen cycle. After I ran the tap in there, I’ve used it quite a bit since and it has not re-occurred. Seems maybe they are not properly sized by the manufacturer.
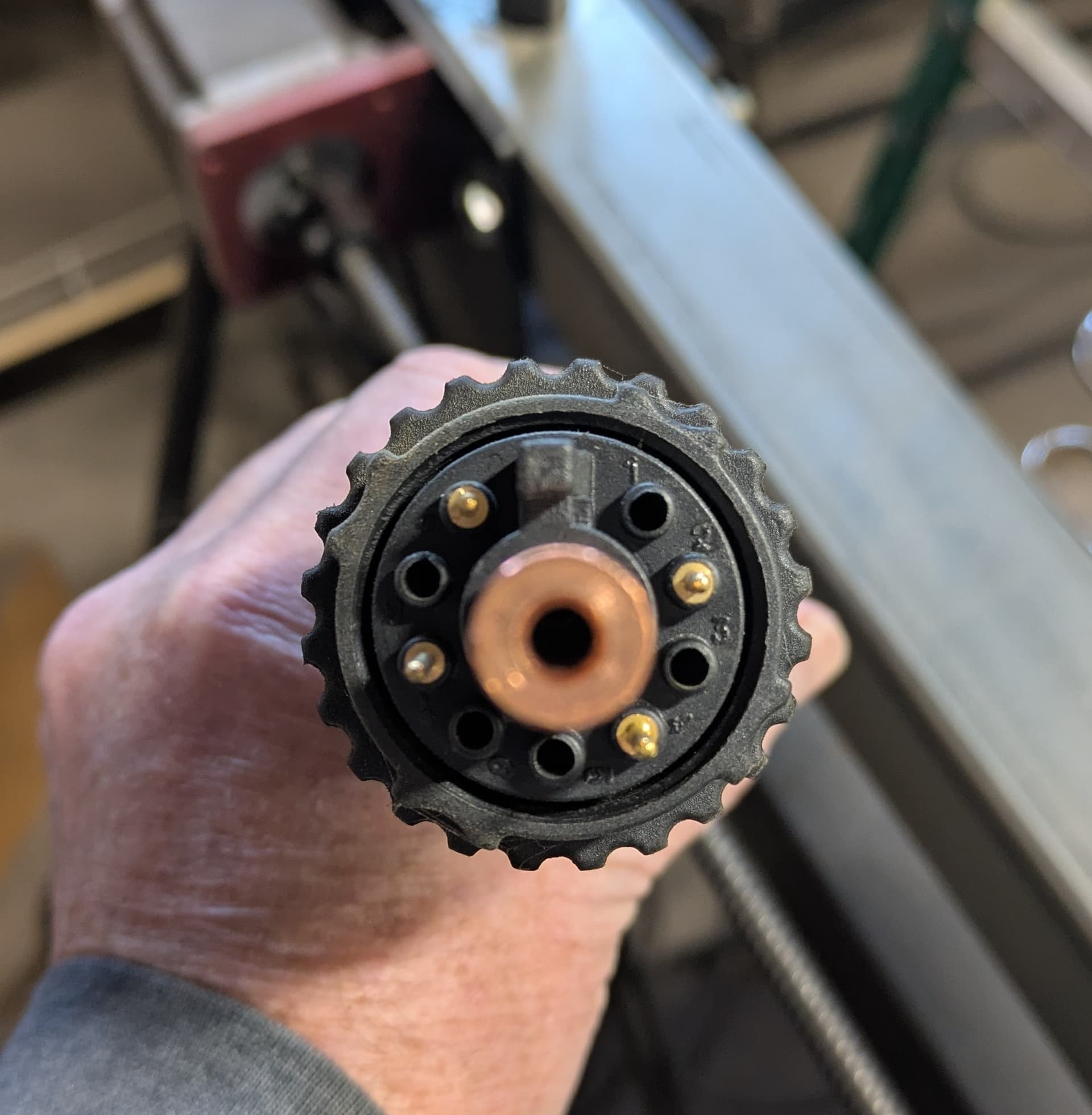
This is a picture of my connector that I pinned with the instructions from Plasmadyn. It has short pins in 2 & 9 and long pins in 4 & 7. My old Tecmo torch connector also has a short pin in #1, but it’s obviously not necessary for operation.
Thank you so much for taking the time to send me this. Hopefully the torch will be here today and hopefully I can get it pinned correctly. Again, thanks for all your help!