I am using a miller 375xtreme. On 1/8" steel I succesfully cut out my first pattern which looked pretty good, only a little dross and not much bevel. I then worked on another project and am trying to cut it out of the same sheet of steel with the same settings but it wont perforate the steel. It will pierce but when it starts moving it only partly goes through, creating a mess. I thought I was moving too fast (88ipm) and lowered it to 50ipm with same result. Any ideas? Do I need to zero the z axis with thc? I thought the thc would take care of the z axis position. I tried it with zeroing it and without but no difference. I also was thinking maybe my cut height was too high (.0591) but it worked fine with my other cut. I am frustrated.
Where is your work clamp(ground) attached? Those are the symptoms of forgetting to attach the work clamp to the material.
what plasma machine are you using?
how new are the consumables?
what are all the settings?..
PSI?
amps?
IPM you said 50 to 88ipm
what software are you using for post processing…?
work clamp is attached to the sheet of material I am cutting.
crossfire pro table, miller 375 xtreme, 27amps (all the way up), consumables are new. miller recommends 88ipm in manual. I have psi at 110 at the wall, I am assuming some loss through my filters. If I turn it down any, the plasma cutter will give me a low pressure warning.
The good cut I got was at 88ipm but it was only that one time (it was about a minute long cut). Now if I go over 60ipm it won’t cut completely through the material ( but it does pierce). At 40 ipm I get cut all the way through but with a ton of dross/slag on the back side.
Also I forgot, I am using sheet cam for code and fire control to cut.
Sounds to me like wet air. I may be wrong but those are the things you are describing.
the more I think about it I wonder if it is not the thc control. I am going to turn it off and see what happens. I may have either not programmed a setting correct in sheet cam or it is not working right.
I do not think it is THC or even the air…it is your electrical service I feel
what amperage do you have this plugged into…?
do you actually have a 20amp outlet with the proper rated wire and a 20amp breaker?
for 20amps you need 12ga (or better yet 10ga going) from the panel to the outlet…if you are running standard 14ga wire even if it is on a 20amp breaker you will burn out the wire and will not get the amps to your plasma unit.
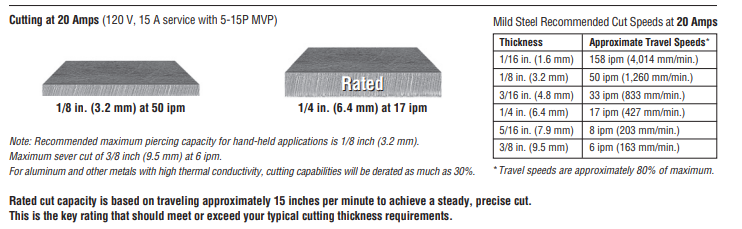
the table I see shows 1/8" plate at 20amps running 50ipm…
drop you travel speed to 55ipm…
can you show your sheetcam tool settings you are using…plunge rate…peirce height…travel speed…
also…one last thing…what type of moisture control do you have…and what are the basic details of your air system…
you might be too high above the sheet…to pierce and cut
you might be going to fast
Excessive Dross Formation
a. Cutting speed too slow
b. Torch standoff too high from work piece
c. Worn torch parts
d. Improper cutting current
e. Air pressure to low
I like torch height to be about .0475 for 20 to 30 amps
the wiring is per code. I think I ran 6 or 8 awg wire to a 50 amp outlet. The air I have 30 ft. of copper tubing as water traps after the compressor that then runs into a motor guard m60 just before plasma cutter.
so your air sounds good…
so you need to go back to your speeds and amps…play around…do some straight cuts
I am running 35 amps at around 110ipm…
you are no where near that amps…slow down…then try 2ipm increments till you get it…
For me, it was the cutting speed was TOO FAST and I did not have my air pressure on my plasma correct. Once I slowed it to the correct speed and set my plasma around 60psi it cut perfect.