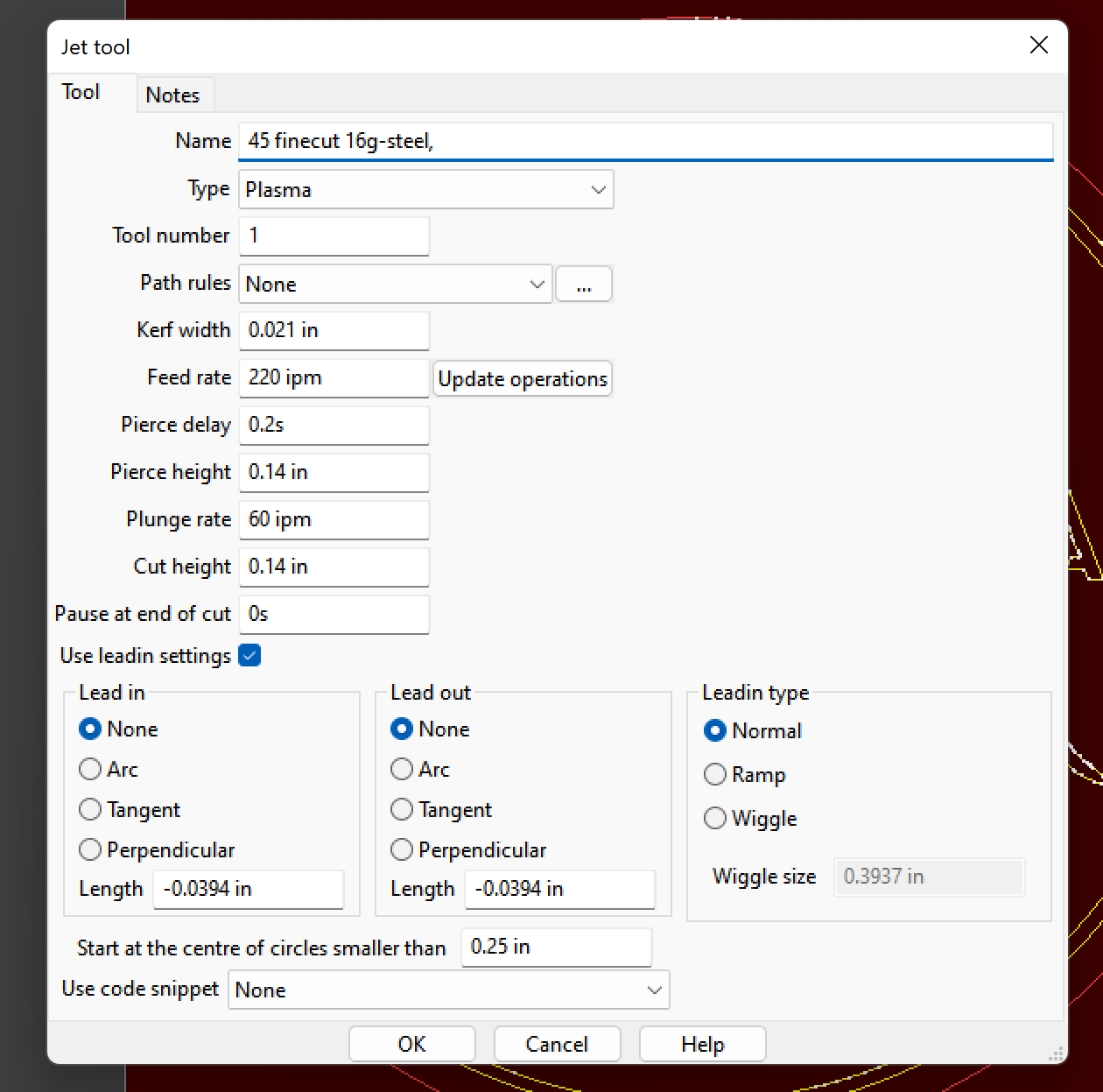
hey yall just got sheetcam today and i was setting up some tools for my hypertherm 65 sync to run on my XR i was just wondering what kind of lead in, lead outs you generally run for best result. what is the minimum lead in you run to avoid pierce marks. also do i need to do anything in the path rule menu? so far sheetcam is a bit more complicated than i expected but im sure like all of these softwares, they settle in your brain pretty quick. thanks1
the thicker the material the longer the lead in. i also include an equivalent lead out.
As a rule of the in best case scenario a minimum of twice your kerf.
i see you have start in the center of circles smaller than .25 i do smaller than 1 inch.
3 Likes
I run a .125 arc lead in and out on everything as a default. I also have rules that slow down for holes and inside corners. I cut mostly under 1/4 inch.
For 1/4 inch it may be helpful to bump up the lead in.
Pierce delay of .5 will be required. Hypertherm book specs are dead on, but the relay in the crossfire to fire the torch necessitates at longer Pierce delay.
1 Like
thanks for the info. i have also been having trouble with small features. i have been getting some choppy cuts on the smaller cuts, do you put rules in place to slow down on such cuts? additionally the small lines at the tops of the “welding” have a slight bow. now that i think about it, im guessing i am running too fast?




Small features are a different beast. Most of what I do is very small, on 16 gauge, with hypertherm fine cuts at book specs on my 45xp.
On thicker material, you won’t get small details very well.

1 Like
Yes I do have rules set for slower holes and inside corners. One set lead in length and type won’t work for a file with super small details. Some of my stuff doesn’t even have room for an 1/8 inch lead in. You’d need to make another operation in sheetcam to use a different lead in setting to really dial in those details.