I don’t think those are helping as much as 2 laid perpendicular to the way they are would. They’re not adding much to the beam resisting the deflection of the die flexing since they move independently every 4" (or 3.5")
1 Like
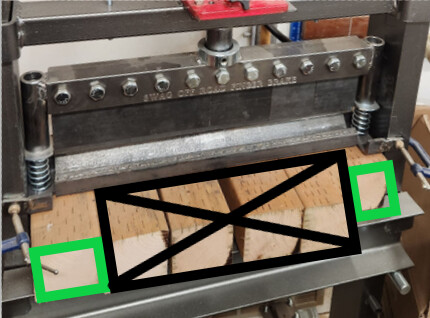
You might be right but they are only spanning the 4 inch gap that the press leaves. That swag brake lives right in that gap. My point was that if there was a gap left in the middle and I only had two solid supports (you pick the material) in the locations marked in green, there would be a chance to have that bottom part of the swag brake bend. I could not see it getting enough deflection to bend if it was supported in the center.
1 Like
Color me dumb, what was the reason for supporting the whole setup under blocks?
You mentioned it as possibly the reason for being unable to bend a 6" wide piece (easily) in the center and having trouble with it.
I never had any issues bending anything in my old brake, and if the material wasn’t the full width of the brake, I would always use the center.
You are getting the posts confused. Sticks mentioned:
Then you said:
I was merely stating, I could see how it would could get bent. I am not having issues with my setup but I have not done any 3/8" but have done 6 inch wide 1/4" plate.
1 Like
Sorry @ChelanJim
My initial response was towards this specifically -
“I can confirm that 1/4 inch and 6 inch width is pushing it on the 20 ton” by Sticks
That’s why I kept referring to bending 1/4" at 6" working width, and why I posted an item over 15" wide at 1/4" thick.
To which you stated you run 2" x 4" underneath your brake. I never ran anything underneath outside of the factory setup.
I see now you’re referring to the press brake itself? I was only talking about the material being bent. Apologies for the confusion.
3 Likes