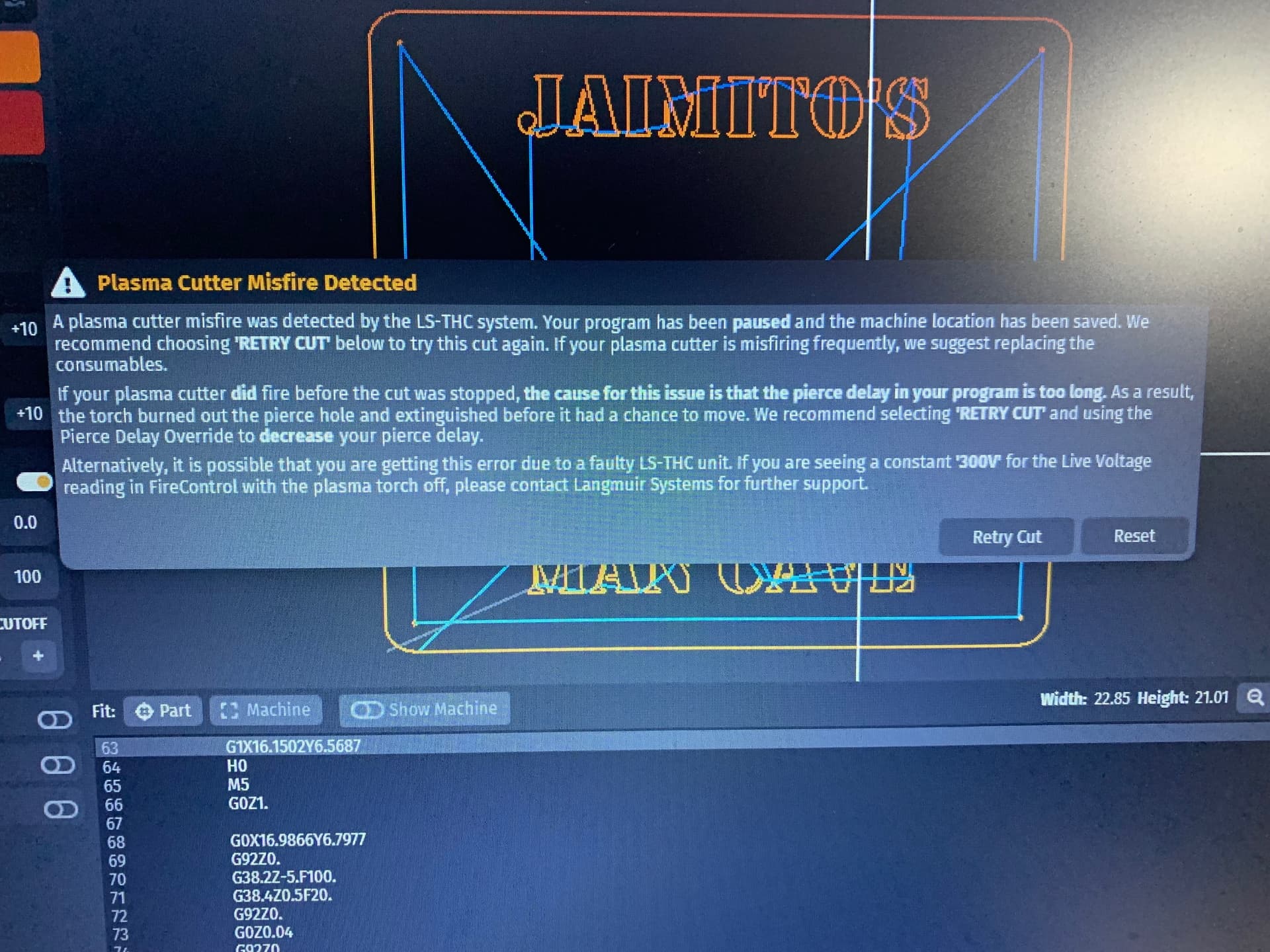
Good morning, I was trying to cut a “cold beer served here” sign last night, out of a 16 GA steel, but for some reason every time it was cutting each letter at the beginning it give me the plasma cutter misfire detected, so I hit the “retry cut” button and it cut the letter, but then when it move to the next letter it did the same thing, and in some of the letters, it just seems like it fire but no cut. I have the crossfire pro with the THC and a razorweld 45. I have had the crossfire for a few months now, and I have cut some parts by now, I replace the consumables already, any thoughts.
Your pierce delay is probably too short. For some reason the the delay is longer than the programmed delay on the first pierce in Firecontrol. Because of this, if your pierce delay is too short, it will cut the first loop and cause an error on the second.
How do you determine pierce delay? I left the pierce time alone when I create the tool on fusion 360, so I am not sure what the pierce delay needs to be.
pierce delay is something you need to work with yourself…if you end up with a round hole at the start of every cut…you need to shorten the pierce delay by .01 until the hole disappears…
if you have what looks like a little meteor crater…you need to increase a bit till it vanishes…
you also need to adjust your plunge rate…usually around 50ipm
Pierce height…
Lead in and lead out if you want it…
these are the parameters you use to fine tune your cuts
Start with 1 second and see if that works. If 1 second works(and it should), you can start reducing it by .1 second until you start getting errors, then go back up.