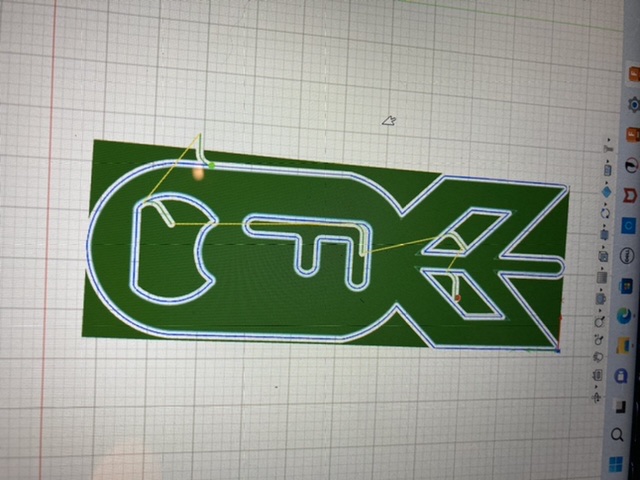
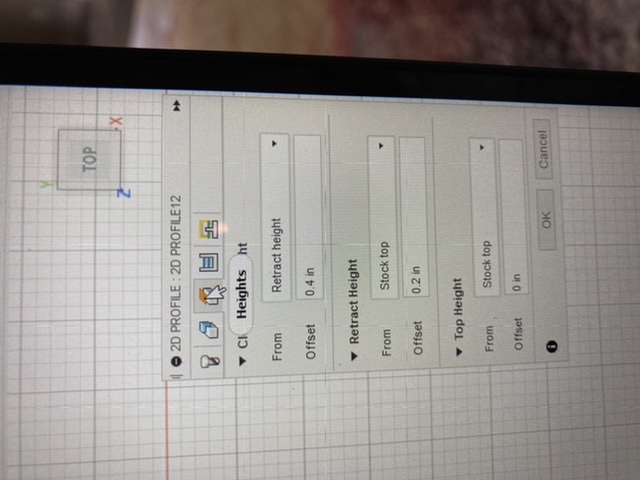
I’m new to this but have been consuming all the YouTube I can to self help but after a dozen F bomb bottle openers I hoping some of you can point me in the right direction. I’m going to try and attach some pics of the work piece and also my settings.
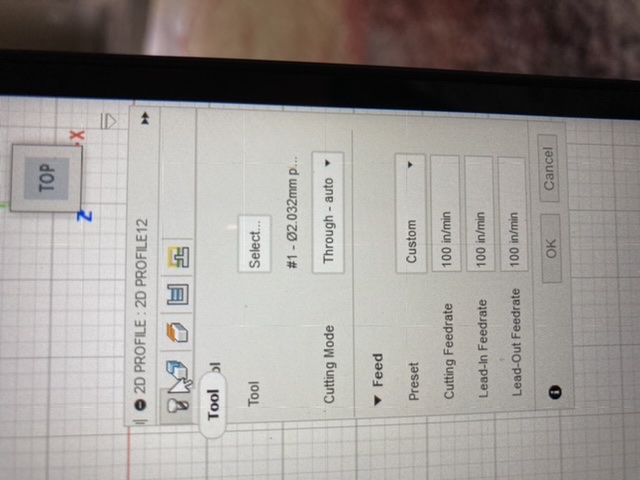
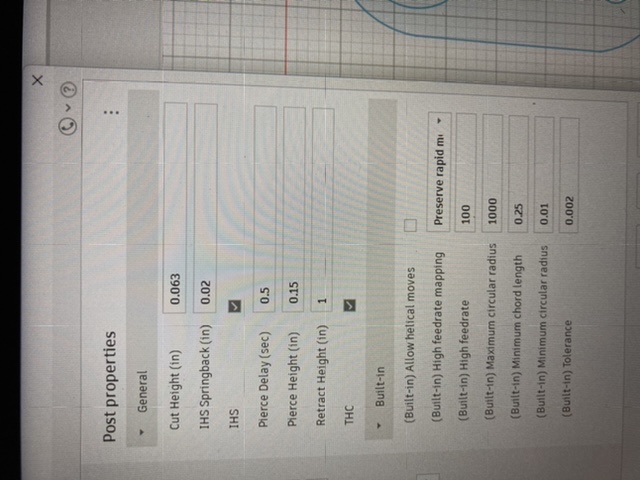
I have the pro table with THC set up and working. Cutting 16 gauge sheet metal with stock consumables on razorweld 45 set at 35 amps. (I’ve tried 30 - max just to see and no impact on this issue). Air is very dry through a three stage dryer and then an M60 at cutter.
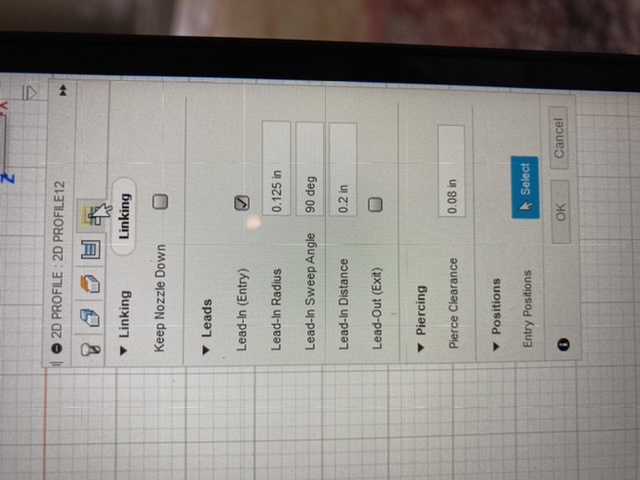
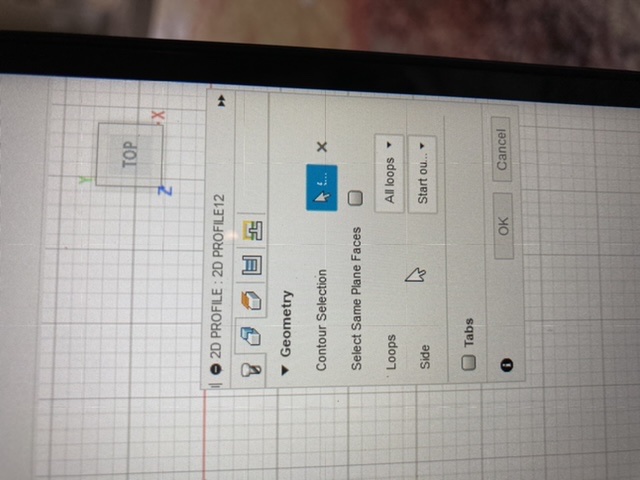
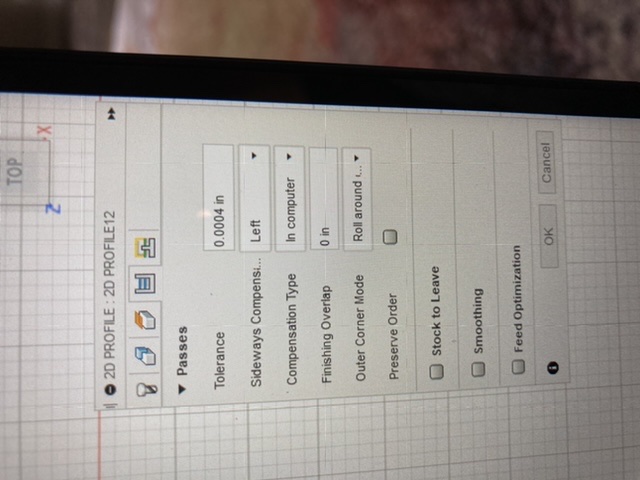
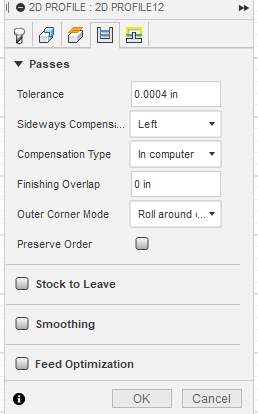
I set Kerf to 2mm, have no lead out, lead in is .2” and I’ve tried a whole range here, sweep angle is 60 degrees and I’ve tried 90 too. Lead in radius seems to be “best” at .125 vs 0 but have the issue regardless.
Appreciate the replys…Going to make these changes and make another cut tonight.
I have tried feed rates from 40 -200 and still having the issues.
I have not tried changing the kerf and I have not tried a less than 60degree sweep.
I seem to get less marking with a larger lead in radius but I might be mixing that up in my mind… I will try some changes as suggested and note the results.
I changed the kerf down to .06, ran lead time at 150 and feed at 100. I also went with 60degree sweep and .06 lead in radius… unfortunately the results are slightly worse - more pronounced divots…
It seems the more lead in radius and more verticle the sweep (90) the better but not perfect the cuts…
It looks like it pierces in away from the line and then as it gets to the cut edge the initital point of contact has some burn through. If I increase the sweep angle the burn through gets less but not perfect. rest of cut in each section is fine (decent dross but grinder fixes that).
I’m using the razorweld 45 as it came in the box - do I need to change consumables or anything? Any other ideas or suggestions would be greatly appreciated.
Try adding a lead out. The divot may be being caused by the torch bot turning off quickly enough. The end point is the same as the start. You could also check to see if this is truly the cause by adding a finishing overlap