Installed the new firmware and now after a cut the tch continues to go up all the way and hitting top. You cannot stop it. I have to unplug the usb cable to get it to stop. Suggestions?
Can you post your G code file here?
G90 G94
G17
G20 (Units: Inches)
H0
G0 X0.9178 Y1.6452
G92 Z0.
G38.2 Z-5.0 F100.0
G92 Z0.0
G0 Z0.3
G38.2 Z-5.0 F14.286
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.2 (Pierce Height)
M3
G4 P1.5
G1 Z0.145 F5.0 (Cut Height)
H1
G3 X0.7301 Y1.5188 I-0.0307 J-0.157 F20.0
G1
G3 X0.9387 Y1.3121 I0.2075 J0.0007
G3 X1.1451 Y1.5196 I-0.0011 J0.2075
G3 X0.7301 Y1.5188 I-0.2075 J0.0
G3 X0.8206 Y1.4588 I0.0753 J0.0153
H0
M5
G0 Z1.0
G0 X1.3255 Y-0.2345
G92 Z0.
G38.2 Z-5.0 F100.0
G92 Z0.0
G0 Z0.3
G38.2 Z-5.0 F14.286
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.2 (Pierce Height)
M3
G4 P1.5
G1 Z0.145 F5.0 (Cut Height)
H1
G3 X1.1335 Y-0.0425 I-0.192 J0.0 F35.0
G1 X0.0936
G2 X0.0906 Y-0.0424 I0.0 J0.0425
G1 X0.0801 Y-0.0416
G2 X0.0777 Y-0.0414 I0.003 J0.0424
G2 X-0.0406 Y0.1177 I0.0175 J0.1366
G1 X0.1397 Y1.6042
G2 X0.83 Y2.3146 I0.7981 J-0.0849
G2 X1.7335 Y1.6207 I0.1076 J-0.7951
G1 X1.9166 Y0.1115
G2 X1.9168 Y0.1095 I-0.0422 J-0.0051
G1 X1.9175 Y0.1003
G2 X1.9176 Y0.0982 I-0.0424 J-0.0031
G2 X1.7792 Y-0.0425 I-0.1374 J-0.0033
G1 X1.1335
G3 X0.9415 Y-0.2345 I-0.0 J-0.192
M5 M30
(PS35)
Your g-code is still incorrect for the last cut loop and explains why your torch was able to move after completing the cut. It is missing the above 3 lines which explains your torch movement up after the cut finished.
Why is the code missing? It isn’t something I can control on my end beside adding the code manually.
Mine is doing the same thing. You can hear the motor clicking over and over again. I have to close the software and cycle the power on the table controller.
@TNspeed It sounds like your g-code is also having issues. Can you post your code here? It is most likely missing the H0 code to turn the THC off.
That’s odd. I ran the same code four times and three out of the four times it worked fine. One of the four times I had the issue.
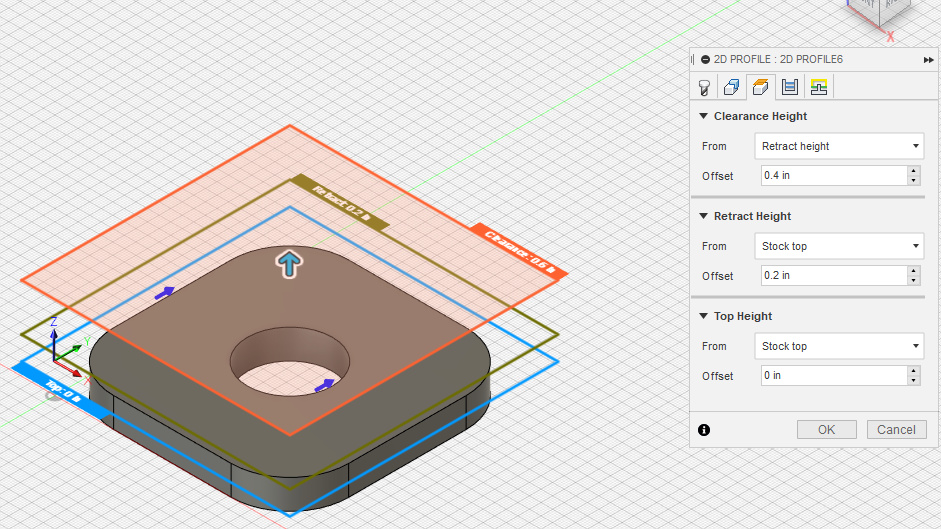
@krmnelson73 @TNspeed We think that we have found what might be causing this issue in Fusion. Try and regenerate your program but in the ‘Heights’ tab set your heights to match what I have in the image below (don’t worry these are ignored by the post processor and don’t account for anything meaningful). Next re-post your program and check the g-code. You should now see the H0, M5, and G0 Z1.0 rapid retract being added to the last loop. We are working to fix this in a post-processor update but for now please try this solution!
2 Likes
And if you use Sheetcam?
Kristi
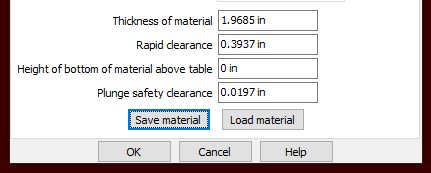
@krmnelson73 You will need to set your Job Options back to default as shown below. This should fix it!
Ok! Will have to give it a try.
Yes thank you for the quick response!
I’m not a Crossfire owner/user YET, but have been following along for quite awhile.
I am continually impressed with the response time from you guys at Langmuir. You guys really get it that solid customer support is key to your/our success.
It looks like less than a day for an answer, wow!
I really look forward to being able to place an order!!
Good Luck Everyone!!
1 Like