This thing has been a complete nightmare, one problem after another! So changed my consumables last night, loaded new program it makes one simple cut jumps over to start on a letter cut out, half way through it stops mid process. So I move to the other side of the material and try again. Same problem not in the same location though. Decided to just try a different program and same problem half way through a cut it just stops. Multiple times. Any ideas? Fresh consumables, grounds good, everything’s plugged in? Very confusing!
Now it’s going down to pierce but not arcing… but not seeing any codes appear?
What cutter? What’s your air supply, what are you designing with? Pictures? Where is your ground/work clamp?
Using the razor weld 45 I bought with the table. Ground is on the material itself. I was just using it, let me see if I can attach some pictures . Air supply is fine, like I said it’s cut fine before, now just can’t get an arc. When I get home I’ll take the nozzle off and try another fresh set of consumables just to make sure.
Up the internal reg to around 75-80 psi… it’s probably set low from factory.
1 Like
I can raise the head up and manually arc the torch off just fine if that makes this easier
People have said their air supply was fine in the past and they end up being on a 4 gallon pancake. I can’t find where you said it was cutting fine before, just that you’ve had a lot of problems. If you don’t want to disclose your air supply for some reason, ok.
If you want free help on your specific terms, then you may end up waiting a while.
1 Like
It’s a 20 gallon 200 psi air compressor, not the best for the set up, but have been using it since I got the table and it’s managed to do what I need.
Well, I would see where the pressure is at when the cut fails before going any further on troubleshooting. It seems that cuts failing like you’ve described can be a few things.
Ground interference from having computer plugged in while cutting (torch will raise throughout cut until it fails)
Bad consumables (you can eff your consumeables up faster than you think)
Lack of air
Your compressor will work for short cuts but will need time to catch up. As soon as you try a longer cut you are absolutely going to run low on air and the cut will suffer until there’s not enough air to keep the arc going.
2 Likes
I have a 20 gallon compressor also…but I have a 60 gallon reserve tank…that way I can maintain flow.
having 200psi means nothing if you do not maintain air flow.
here is a simple description of the differance
2 Likes
I am also having arc issues.
HF titanium 45
Kobalt 60 gal 2 stage 7.6 scfm@ 90 psi
HF compressed air dryer
90 psi going to the cutter
Cutting 16ga at 32 amps
What I don’t get is that it will cut great for a while and then it will loose arc consistently until I get pissed and shut it down.
What’s speed are you cutting at and where is your ground? (Work clamp)
Is your computer plugged in to a grounded plug?
Getting the same issue last night . Losing my mind . Sometimes the torch raises up than I have to reload that line of code , sometimes it works . If I’m cutting a sign out at the last cut the torch raises up . I’m not sure if it’s a software issue because this never happened before . I was up til midnight and my wife yelled at me to go to bed 
same issue here with the same plasma. It will cut fine then randomly not arc but continue the cut path just gouging the metal.
quick questions…
laptop or pC/
clamp on material being cut…or clamped to slats?
is this new…or been a problem for a while?
I beleive ever since I did the thc upgrade. Clamped to material being cut. Laptop not plugged in while cutting. I just ordered a USB isolator just as extra precaution. It’s completely random. The other was cutting some 3/16 was fine then didn’t cut a hole then went to the next and cut it perfect. No errors on the screen.
THC upgrade which means you have the 2x2 table…
what is your cut height set at in your post processor…and have you actually measured your cut height to make sure it is right?
as for the holes…do you have enough pierce delay to allow what ever torch you have?
Attempting to resurrecting this post. I’ve been using a HF Titanium 45 and having similar issues.
Setting: Using THC, 100 PSI at the machine, pierce delay .75s, 42 IPM, cutting height .063, pierce height at .063, pierce delay at .75s, ground directly on material. Using fusion 360 and latest Fire Control. I am going through consumables and cannot find setting that work consistently. I am to the point of ditching the Titanium 45 for another machine. Thanks in advance.
welcome to the forum…we can help…
first…what do you have in place for dry clean air…that is the first question…moisture and dirt are the worst for plasma…
and example…I put an air cooler for moisture trapping and doubled my pierces …then added some sesiccant beads…and added on from there…made a lot of difference
what thickness of metal are you cutting…as you need different speeds, amps and pierce delay for each thickness of metal
here is a sample of a 1/8" metal cutting setting I am using…
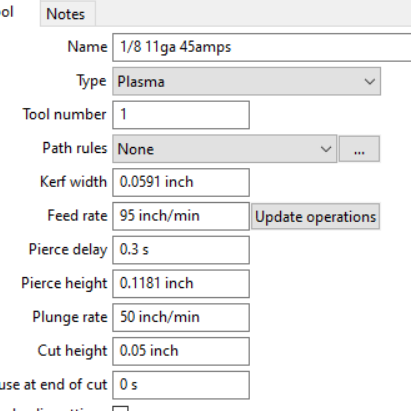
you might be cutting to high…turn off the plasma cutter…turn off the THC…do a cut…a false cut…see what height you truly are at.
Pierce height is way to far away…
@toolboy. Thanks for the reply. I am cutting 16awg. I have a water separator at the air compressor, another filter at the regulator and the plasma cutter has another water separator built on.
I can see the THC working (turnscrew turning and on the Fire Control voltage). One of the issues is at times the torch will be cutting and then starts to drift up until I get an error. I’ll give your recommendations a try and report back this weekend. Thanks again.