Whatever you do, keep that receiver tank in there for the long haul. I have a copper aftercooler, coalescing filters, Arrow desiccant and MotorGuard, but extra storage is the single best thing I’ve done to slow the path of hot air. Almost all the water drops out in the primary tank without ever getting to my filters.
Also, I think (cuz Jim Colt taught me) that height control is more determinant of consumable life than moisture. Since switching from my Cut 60, which messed up my THC, I get 4-5 times the life from the same consumables in the same iPTM-60 torch with zero changes to my air treatment.
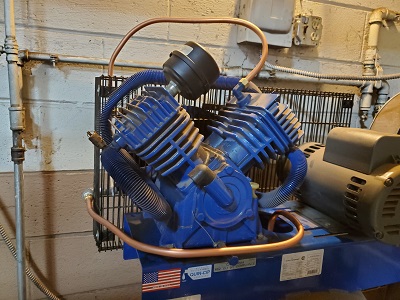
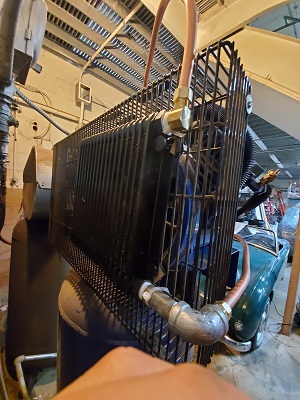
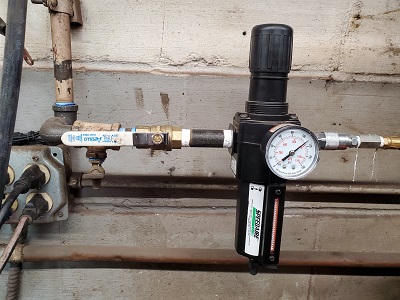
Alright… made the improvements to the system! I have a plate cooler on the cage of the compressor. It takes air from 200ish down to 85(currently room temp). Then out the main tank—>col water trap—> aux tank—>iron piping run—>wall reg/trap—>rubber hose coil for air tools. From their I have the desiccant filter first and then finally the motorguard filter with the shortest line I could find to the Everlast plasma unit. Figured moving the motorguard and desiccant filter to the table helps keep those two filters table dedicated and used less for other tools. Zip ties are a little ghetto, but I needed to get back to cutting so I can make a bracket… in a few years, lol.
Thinking about, I’m glad I made the moisture changes… but I’m pretty certain that it was the desiccant beads being last in the system that messed up the tips so quickly. 100 pierces seem like nothing and I’m fairly certain the moisture was not high enough to get me that low in pierce count.
I really appreciate the advice guys and had you push me to spend some time to make these changes eliminating varriables, i’m going to keep you updated and let you know how many pierces I get until the next blow out. Hoping for 500+
Not to be a downer, but you should probably have a drip leg in your cooler. Easy way would be to add a street tee after the existing nipple, looking up before your 90. Plumb the copper line into the top of the tee and then Turn the 90 down and add a 12” nipple with a valve so you can blow the water out.
Yea, I was thinking about that. It would just help keep the inside of the tank drier right? Or is there another advantage I’m over looking? The tank drain is really accessible.
@Carrera1984 Yes, it would just keep your tank drier. Like I said, in my set up, my primary tanks (I have two small compressors running in my home shop) function as the major water trap and water does not drop out in my receiver tank. You can go that route, especially if you are keeping your 75 gallon tank in there. I think you will be plenty fine without a refrigerated dryer unless you start cutting full sheets all day long.
It’s pressure activated. Seals at maybe, 20 psi, then unseals when it drops below. So, if it filled up for some reason, I think you’d have to manually drain it unless you released the pressure.
The auto drains in my copper manifold have a float, but supposedly will drain if you hold the psi at a certain low level.
I running a cnc shield with shielded tips. So I should program for .03 which would make it .06? Pierce at .15? I’ve been doing this with better success now. Is this what your running height-wise and are you doing unshielded or shielded tips?
I have the same torch style as you and was advised to run shielded, but a cut height of .03 (for thinner metals) doesn’t leave much margin for error (slag blowback, metal warping, etc), so I’m leaning towards replacing with unshielded as stock runs out. Pierce and cut heights increase as metal thickness increases, but if you are cutting a thickness requiring .03, then you want to pierce at .12, which equates to .15 accounting for the recessed tip. It will pierce fine at .15, but won’t maximize consumable life.