well, I’ve been using the crossfire and everlast 60s for most of the summer without any major issues. Today I cut a few pieces with no problems but on the last piece I hit a spot where it skipped cutting. So I stopped it backed up the program and tried cutting again with new consumables it skipped in the exact same spot. tried maybe 4 times with the same results and couldn’t find anything wrong. it skips the exact same place every time. with new or old consumables. This is what it looked like.
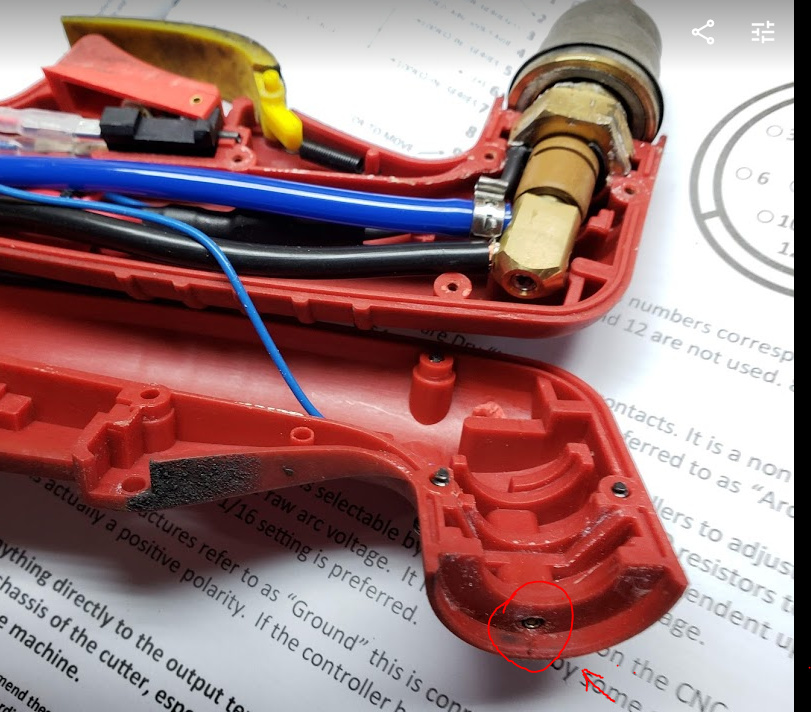
So I took the torch off the machine and discovered the trigger switch doesn’t work, I was going to cut the part out by hand but couldn’t. So I took the torch apart and saw that the trigger is wired through 2 commutator contacts that have the cap as part of the circuit. They are little pin plungers that just touch the brass in the cap. one is pressed all the way in and won’t come back out. the spring part is buried in the plastic.
I called everlast and spoke to their tech guy and customer service. Very informative and offered to replace the torch but he told me how to bypass it. These are there to prevent someone from firing the torch without the cap on and can get gummed up in use, but I think the reason it’s stuck on mine is this area is exactly the part I use to clamp the torch in the machine and may have deformed the plastic causing this to get stuck. the clamp left marks right outside this area.
On the skipping issue. we discussed everything I did to diagnose it and the only thing we came up with is it might have lost connection to the work clamp. Also, he said that if I put a clamp-on ammeter on the work clamp wire I’ll see if that’s what it is because amperage will go to zero. I have 3 ammeters meters and none will do DC but I’ll have one soon so I can watch this and see if it works. I would like to see if I can find a needle-type or make one (ill need instructions) because I don’t think the digital kinds read fast enough if it’s an intermittent drop in the connection. There was lots of other good info come out but this is long enough so, to the point, the other issue it could be is a clogged swirl ring thats causing this. I’m going to check over the air system pretty carefully and report back if I find the culprit because this random cutting problem crops up here often and it would be good to have a definitive answer we could point to.
Absolutely good information. I was having skip issues and non firing issues. Could it have been the swirl ring was in the wrong way? I was having all my problems with the machine torch. I haven’t had any problems with the hand torch. Also do you have an after market USB cable? There should probably be a checklist of items now to check when stuff goes wrong. My list is up to about 20 items.
Lead screw moving freely
Proper ground
Consumable wear
EMI/EFI (separate wires)
Shim height
Swirl ring installed properly
Good dry air
Good air pressure
Wires not loose on cnc port
Metal flat
Etc etc etc.
I’m skeptical. The exact same place multiple times suggests an issue with the file (G-Code) more than a mechanical problem where the work clamp loses connectivity…at exactly the same place for exactly long enough to kill the same cut in the same place. I’d regen the toolpaths and post and then re-run to see if it happens again.
1 Like
I only considered that for a second thinking mach3 is only giving direction speed and turning the torch on and off. I don’t see how it could cause this. A little material warp casing a significant spacing change might cause the arc to drop back to a pilot arc and if the connection to the clamp isn’t strong enough then it won’t start cutting again. The material I was cutting was a skeleton from another job that had a spot big enough for this last template I was making so the material could have a bit of warp. The tech guy did ask what my THC was set for … heh, That’s when he told me about using the clamp-on ammeter to look for a drop in amperage when it hits that spot.
If I can’t find anything else I’ll certainly reprogram the file and try again per your suggestion.
one of the other things he said was about the second wire I’ve been attaching as a backup. He indicated that this might be a bad idea because it creates 2 paths and if the total path exceeds the length of the torch cable then the arc will fail. I’m not sure I understand this mode of failure. in this case my work clam and secondary clip were right next to each other attached to the cut part directly. I hand;t cleaned my slats off before this cut so I dodn;t trust it to stay connected there which may have caused some of the warp or spacing problems if thats what caused it. I usually clean the slats pretty well between sheets and I didn’t this time
Yeah I pretty much do the same as far cleaning the slats off. I guess I could add that to the list. If you’re talking about the ground clamp I usually attach the large one to the water table and my secondary to the work piece. Maybe there could be a problem there. If the piece allows it I will connect the larger clamp to the metal. Not sure I understand the techs logic.