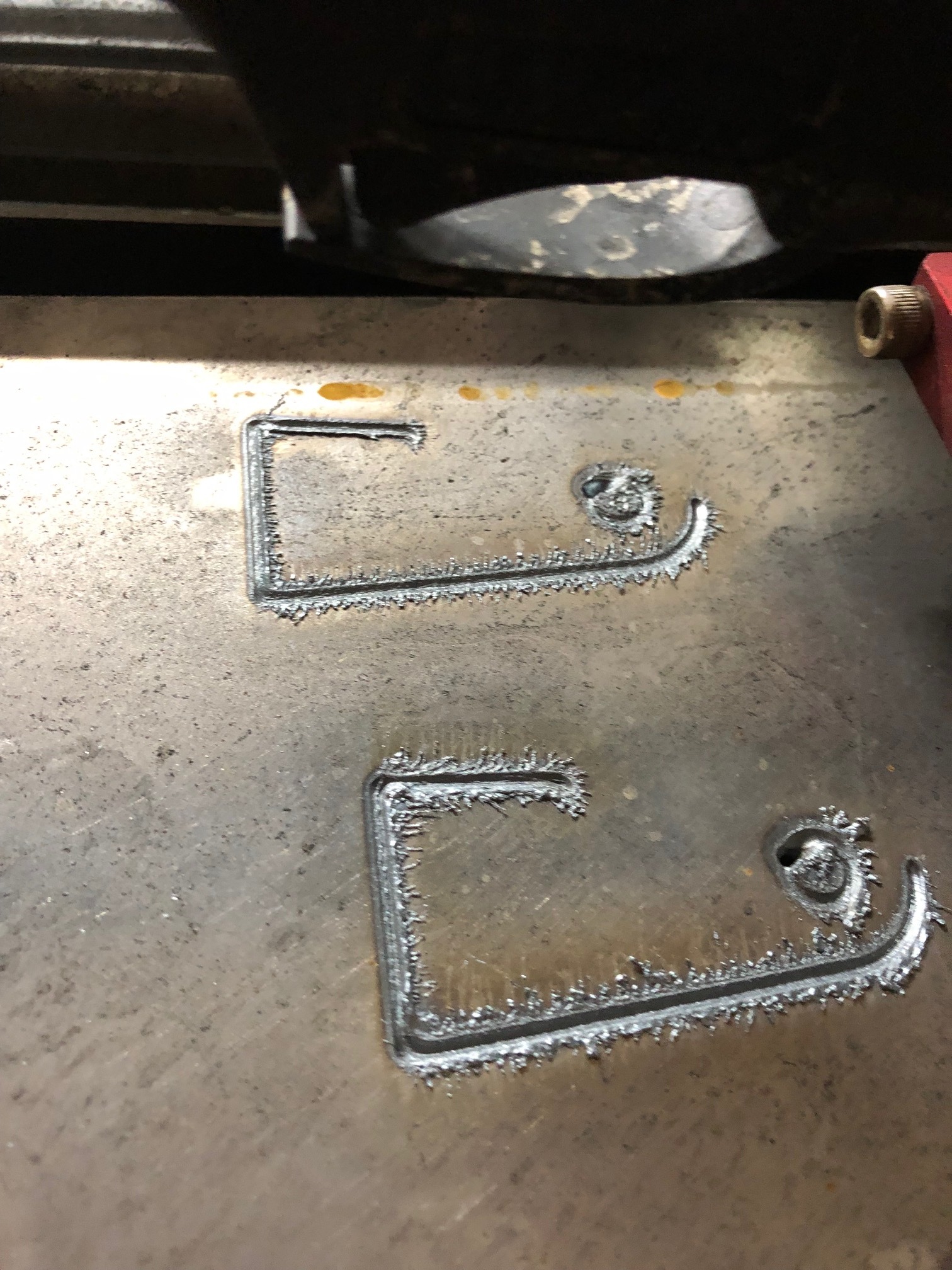
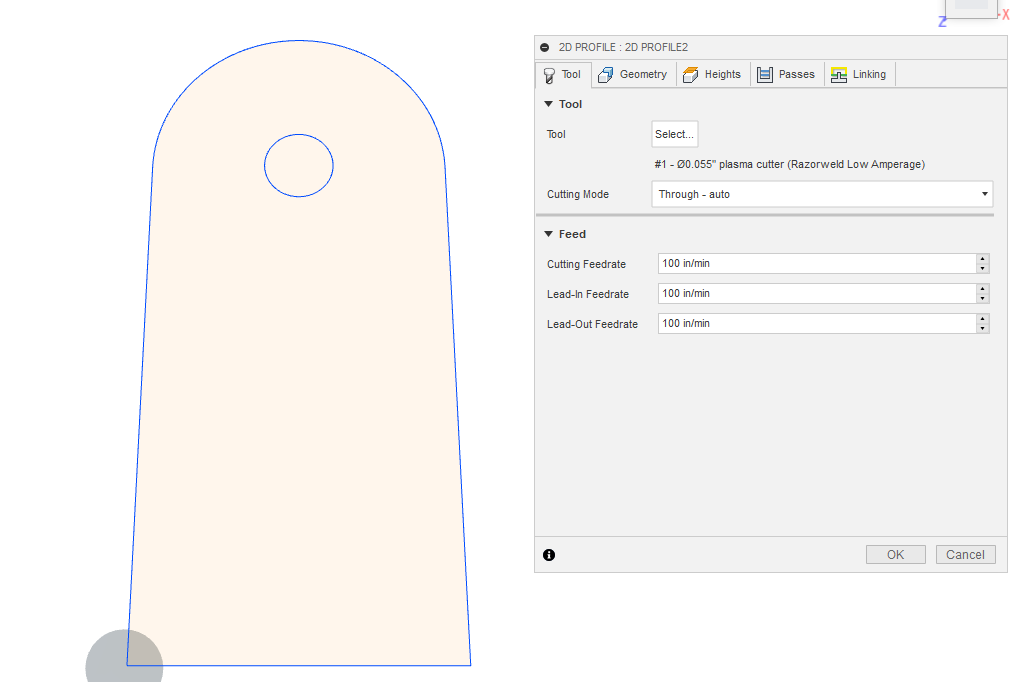
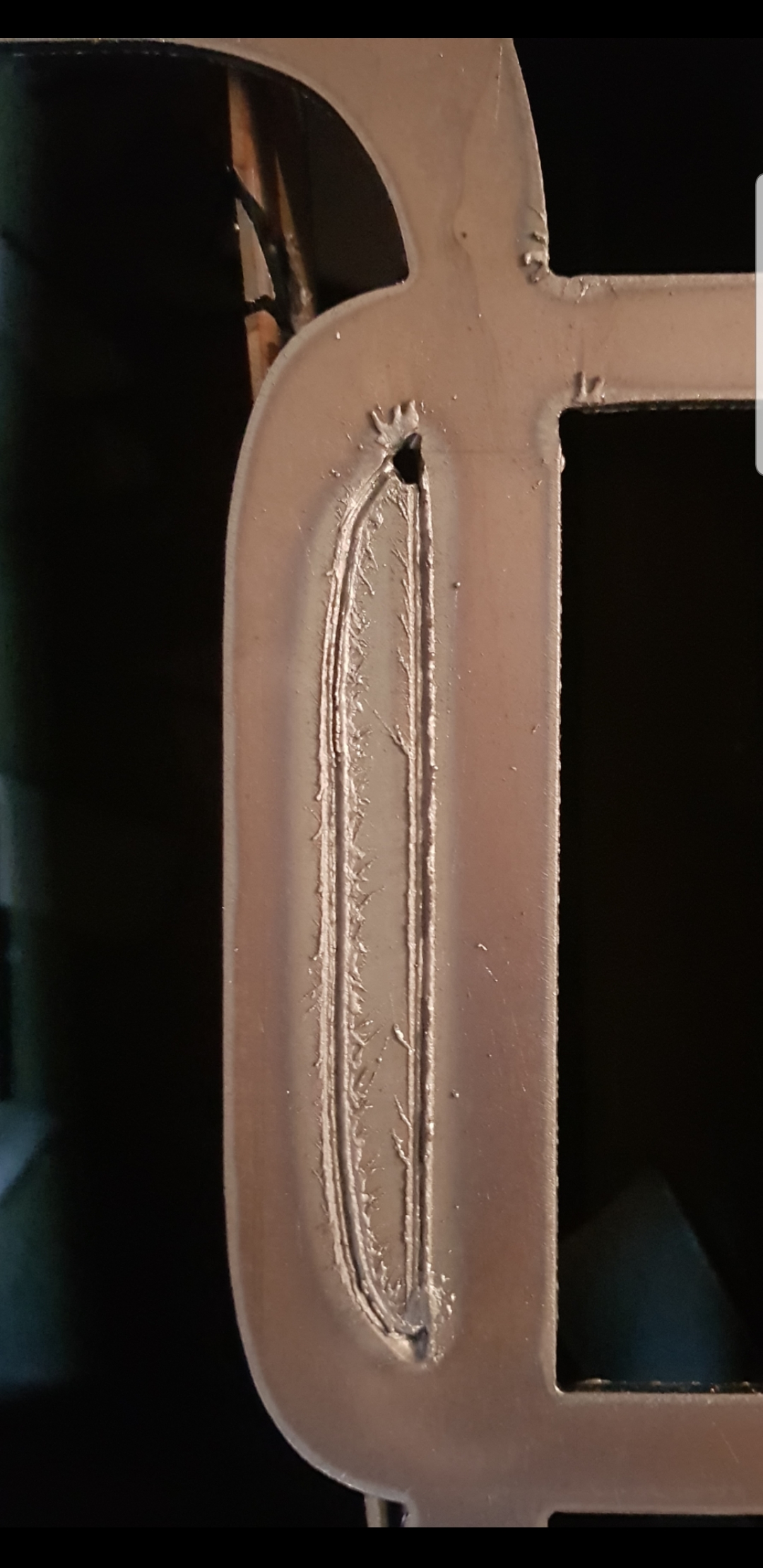
Hello, new to the plasma cutting world. I feel I have missed a setting or do not have the right settings. I am not getting clean cuts. If I can get the plasma to cut completely through then I have a bunch of junk on the back side of the piece. In most passes the plasma will only “trace” the cut. WHAT AM I DOING WRONG?!
16 ga steel at 30 amps is probably between 80-100 ipm. Make sure your consumables are new. Swirl ring is facing the correct direction. Set you tip height to the thin shim, ~.060". You have clean dry air. Air pressure is set correctly at the machine. And clamp to the material.
I would cut 16g a lot faster than 100ipm.
Swirl ring direction does not matter as long its installed. If you flip the swirl ring it swirls the air in the opposite direction.
1st pic - bad ground, not enough pierce delay, or cutting too fast.
2nd pic - that is called dross. And there is high speed and low speed dross. When it’s droopy like that it’s usually low speed dross.
You also dont have height control and using a plasma. So there will always be some dross. Low speed dross is harder to remove.
Air pressure. Yes it’s important
Air quality. I can’t stress this enough. DRY DRY DRY DRY DRY air makes a world of difference. I don’t care if you empty your tank, and have no filters installed there is still moisture in the lines getting to your torch. There is a reason people spend THOUSANDS of dollars on dryers, filters etc. If there was a puddle of oil in the road would you scoop it up and pour it into your engine? Same concept.
Torch height will play another HUGE role in cut quality. Along with speeds, amperage etc.
14/16g seems to get more dross than anything. Thicker stuff usually cuts really well. Really thin stuff cuts pretty well too.
Consumable life - check your consumables and check often. Worn out will give you crap results or no cut results. Make sure the electrode is snug (like finger tight). Make sure the hole in the nozzle is still round.
This isn’t a build it and instantly get great results. It’s a huge combination of things that have to go right to get really good results consistently.
Try putting the Ground clamp directly on the steel you’re cutting.
Also make sure you pierce delay is 1 sec. (you can adjust it down so that the pierce hole is smaller later…)
I don’t have a Viper but I cut 16Ga steel at 25 Amps so give that a shot.
As stated before dry dry dry air.
Also swap out your tip and electrode. I had a similar issue with 24ga steel after cutting some heavier stuff. had some spatter in the nozzle.
Once you figure out what not to do it really makes using this unit easier…you will be able to notice issues as they start and adjust them to keep the cuts from failing.
That first good cut after a string of issues like this feels so good!! (I’ve been there your so close now!)