I received everything, built, setup, struggled, tested, read this forum, fought with random errors, replaced my control PC, THC voltages struggles… So YESTERDAY I am all done, it works, it doesn’t flake out, all the voltages look good — TIME TO CUT!
I’m using a Klutch I already had. It is set to 40 amps, air pressure is 75 psi (68 to 70 while cutting). Other than a quick test cut by hand with the torch, it went on with new consumables. I have cut shelf brackets and no surprise, I had to vary the cut speed. But even with it seemingly correct, I’m getting a lot of dross. So I made 7 test cuts pictured here. This is in cold rolled .122" material as measured on the edge.
Only feed speed was varied:
Top Line = 65 ipm
added 5 ipm each line going down
Line 7 = 95 ipm
From the front, looks like my choices are 65,70 and 75 ipm.
But on the back, none of them look like a good choice.
UPDATE:
I may have answered some of my question myself, I ran it again from 30 ipm up to 60 ipm with the following results (below) I guess I just didn’t expect it to be so slow. Looks like 40 to 50 ipm is the sweet spot.
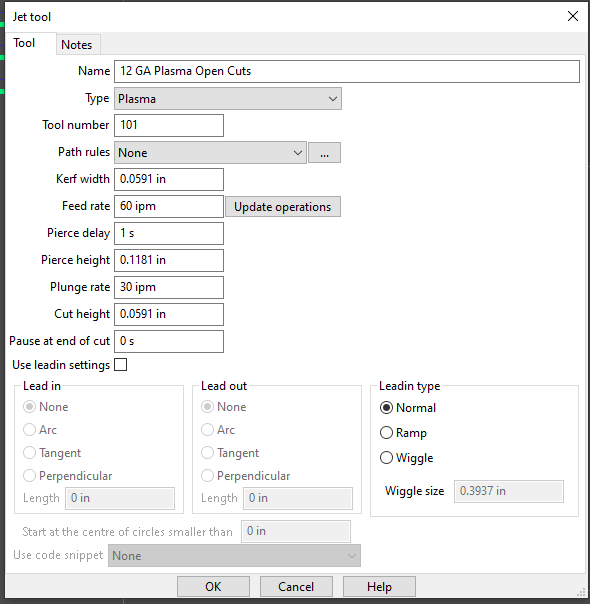
See my update, between 40 to 50 looks the best, I just didn’t expect it to be so slow. Other than feed rate these are my settings in sheetcam (below) and my THC is at all defaults with a measured voltage of 139V when it tested.
That seems too slow for 1/8" material. There are a lot of variables involved depending on your cutter, torch and consumables. We all have to experiment to find the best settings. For my setup on 0.125" cold rolled: 43 Amps, 60 psi flow pressure, 75 IPM. Leaves virtually no dross with new consumables, but dross increases as consumables wear.
If I were you, I would do the same test increasing the amps by 5%. Then another with air pressure adjustments, and so on.
Change your plunge rate to 60. I keep my pierce height set to .15 for everything. It seems slow until you’re trying to negotiate a piece sticking up out of the way.
Thanks for the replies and help! It could simply be my Plasma cutter, it maxes at 40 amps and it would not take much for me to believe it is putting out less than advertised. It is from Northern Tool, cheapish when I bought it 6 years ago but works well (enough). I plan to buy a better one when I can afford it.
I ran some brackets from fireshare, the first set I “lost” as they are welded in place, the second set were “OK” but a bit much dross, the 3rd set I ran at 45 ipm (40 ipm for the holes) and they look very good, only some dross that came off easily.
I will continue to tune based on what I see (and not what I think) and read this forum.
I agree. However, this 6 year old Northern Tool 375i plasma cutter is 40 amps max and that’s where I leave it. I would not be surprised to learn it only outputs 35 amps. It seems happy at 45 ipm so for now that’s what I’ll run for 1/8". I’ll pay close attention next time I change the consumables out to see if it changes. Meanwhile, saving pennies for a new one!
You definitely want to change your plunge ratebas @SWomack suggested. It’s too slow. So that will build up garbage on your cut since it’s melting metal in place which reduces the pierce and makes the travel cut dirty.
Langmuir recommends at least 50ipm. It helps keep from losing or destabilizing the arc too. I keep it at 60ipm myself.
Done! I don’t know how it got so low… I think I entered the value in the wrong field at some point. Set to 60 and leaving it be. But I am happy with my brackets, to quote Jeremy Clarkson “I did a thing!”
LOL. I was at the Gateway Arch (St Louis Arch) earlier this week and they have a movie about the building (mid-60s). The whole premise was “they did a thing”