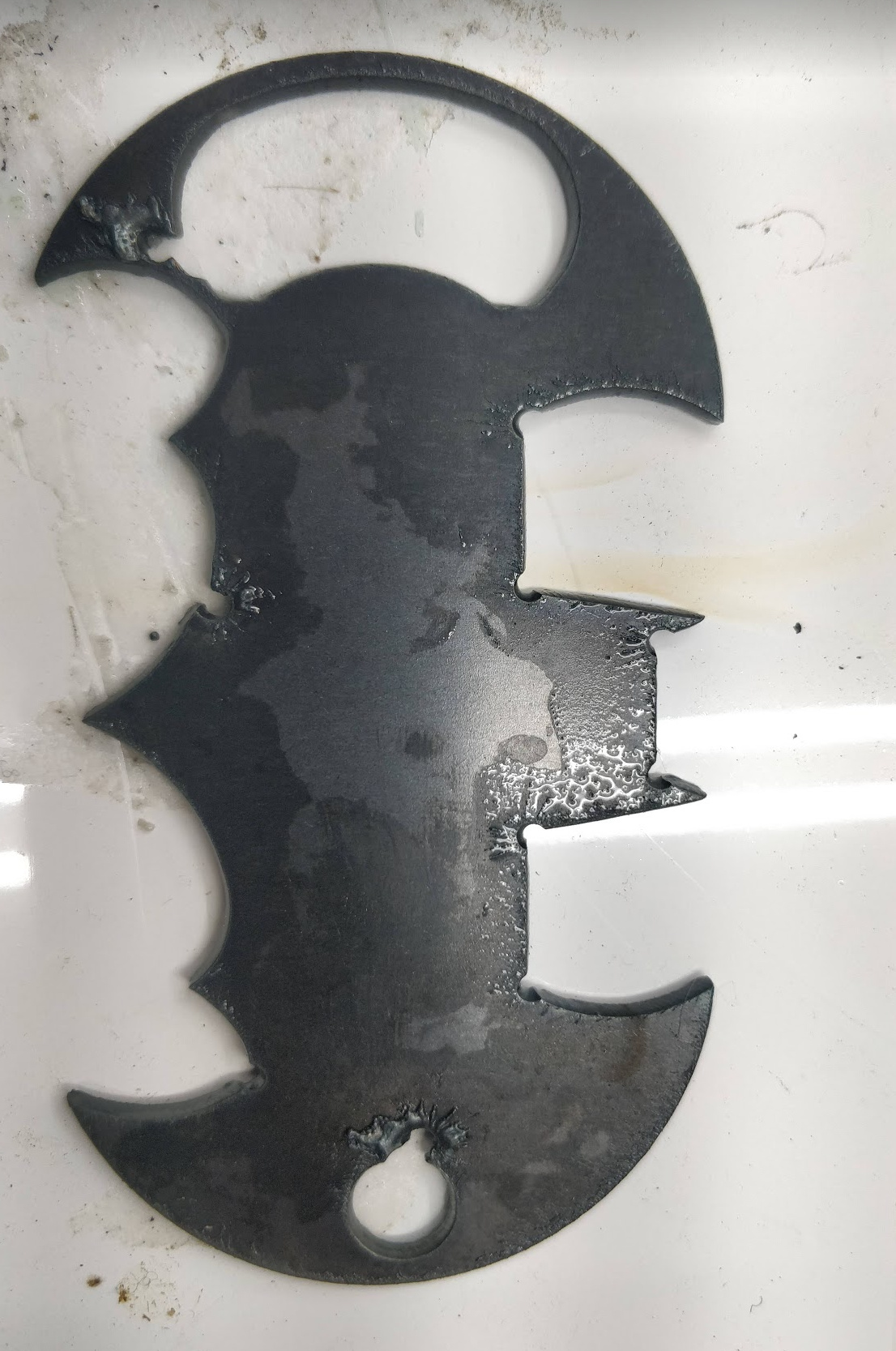
I am using sheetcam and firecontrol, first cut.
Do I need to adjust lead in/ lead out to correc this issue.
120 ipm 30 amp, 16 ga hot rolled.

I am using sheetcam and firecontrol, first cut.
Do I need to adjust lead in/ lead out to correc this issue.
120 ipm 30 amp, 16 ga hot rolled.
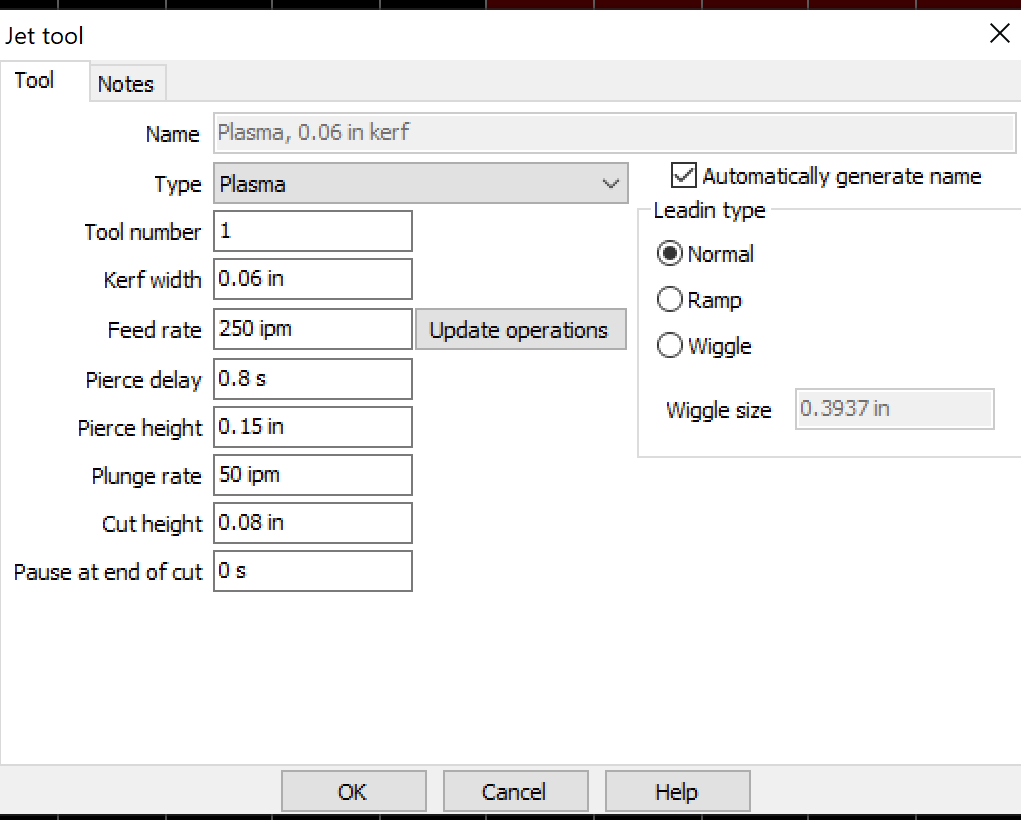
That looks like the lead-in on the pierce was short or non existent or pierce delay too long, it is hard to know if your cut speed, delay, and amps are correct without knowing what cutter you are using
Razorweld 45 at 30amps
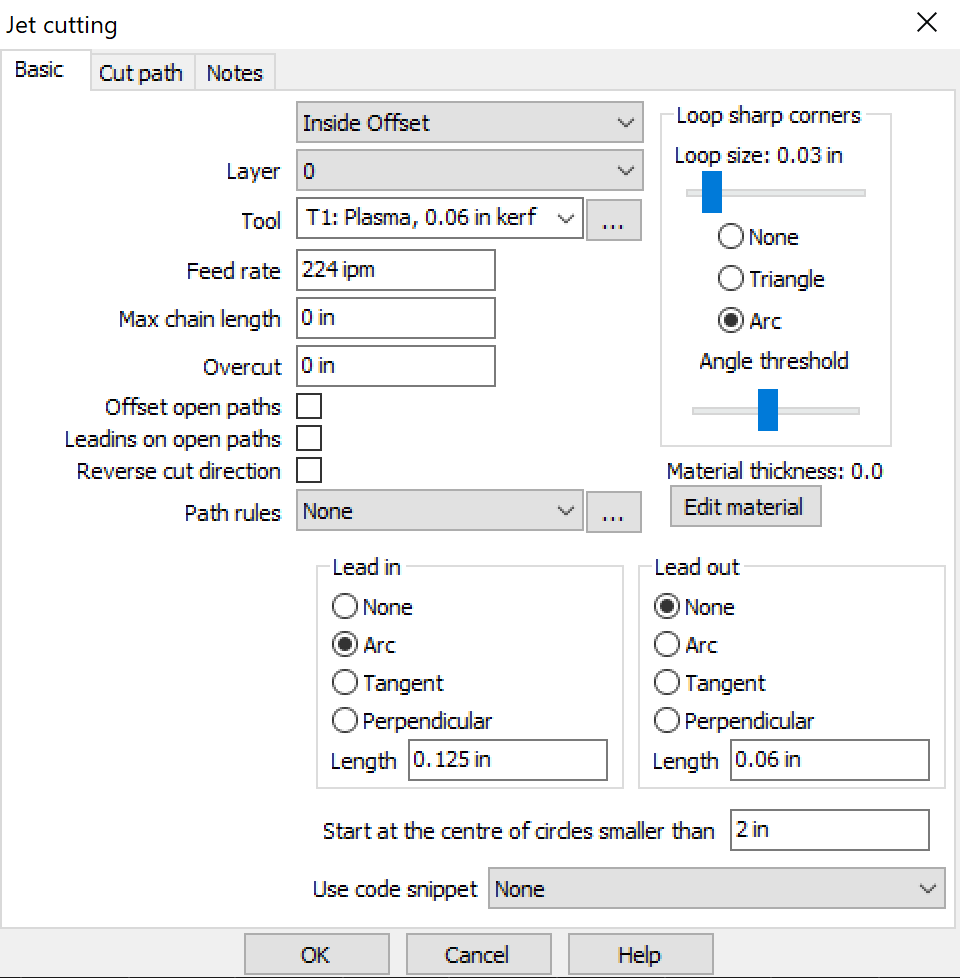
i would look at pierce delay and lead in, I have a pro table and RW 45, I cut 16g at 30 amps .08 delay and 224- 229ipm if you are using sheetcam there is a setting for circles that alows you to start at the center if the circle is under a specific user defined size.
I change my ipm to 224, pierce delay to 0.8, and lead in to arc 0.06, no lead out. Much less dross, but still getting imperfections.

i would try at least .125 on the lead in. i personally use .1875
i just noticed that the pierce on the bottle opener looks to be on the wrong side of the line if your using sheetcam you can change the offset side in the operation menu
No worries, use outside offset on the second photo
And use a lead out with the same .125
I would probably set the circle center setting to something like .25 . Sorry about all the posts, I would also set loop sharp corners to none
It’s all good. I changed the settings and the cut was perfect, except it didn’t drop out. Can’t get it out either. Think I should lower the ipm or increase the amps?
Start with slower speed, decrease by 5 at a time till you get it. I have been working with steel for decades but I always sent my files to a laser cutter down the road, I had no idea what he had to do to make them work. It is a learning curve for all of us
Thanks for your help. I have it figured out now.
Great! Happy cutting!