Everything will help, 3/8" has some mass to it and the heat can gather, I would also make sure the water level is high. I would also make sure the piece is clamped firmly, one little bit of movement due to slag or jiggling will throw the entire project off. The distance between holes is critical for some clamps.
1 Like
Good advice, thanks
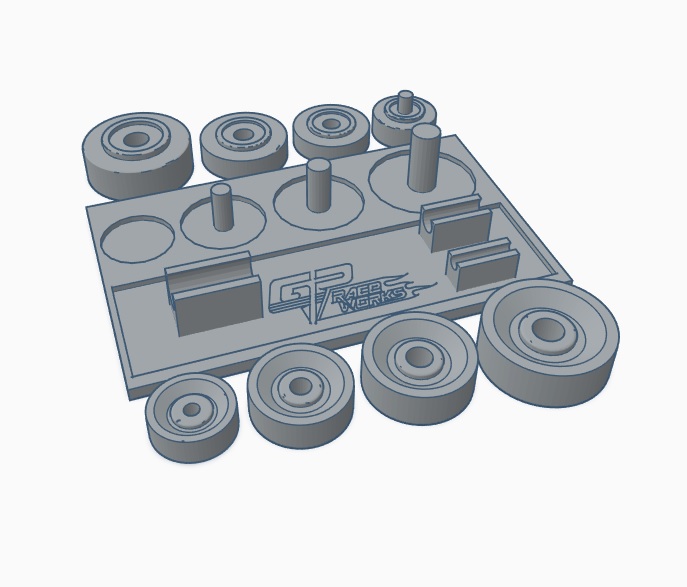
Well, I’m still waiting for the 3/8 for the welding table project. In the meantime I’v been prototyping some Dimple dies. The ones online are just so expensive. These seem to work great. I want to try to incorporate metal inserts into the prints.
3 Likes
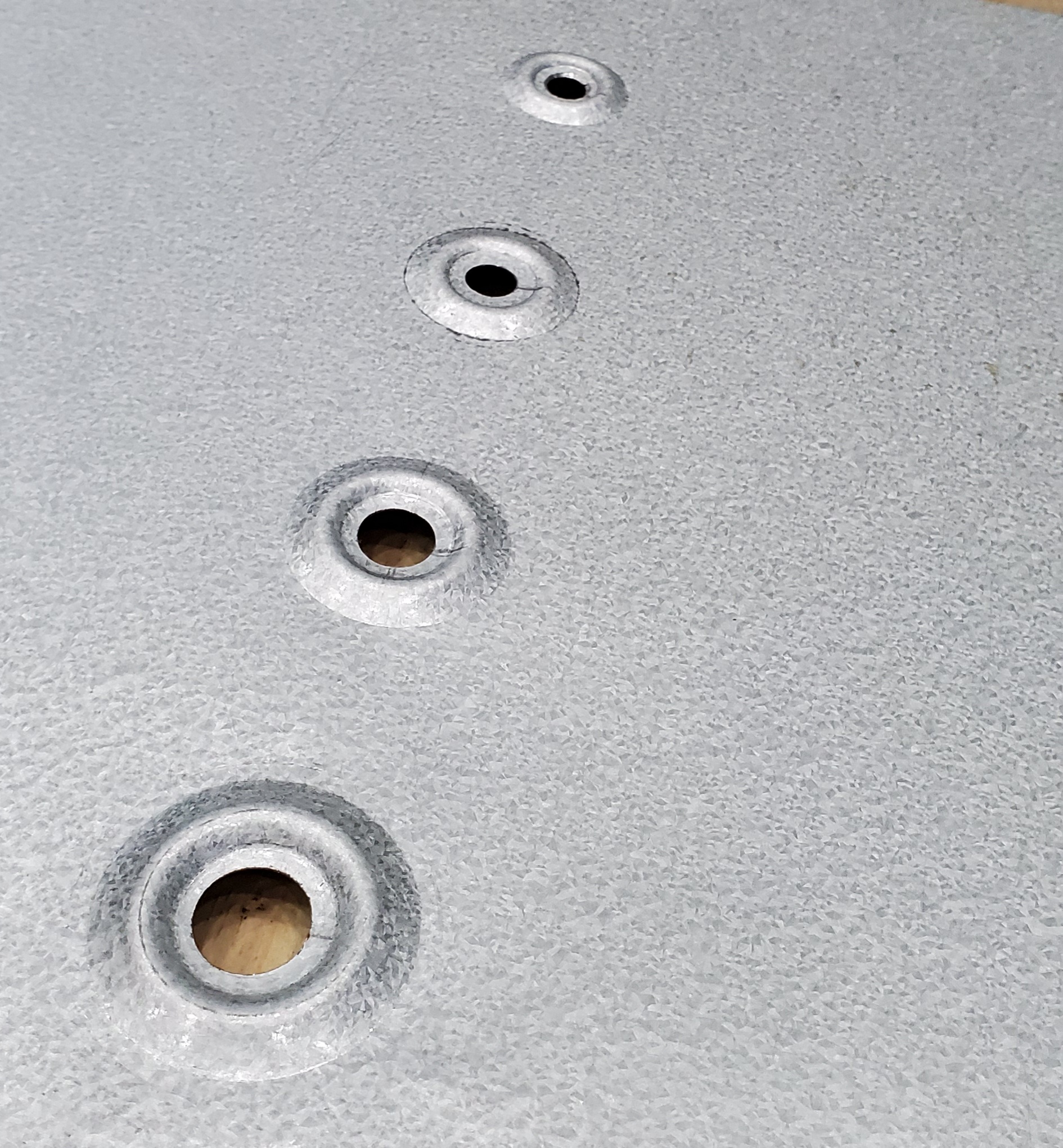
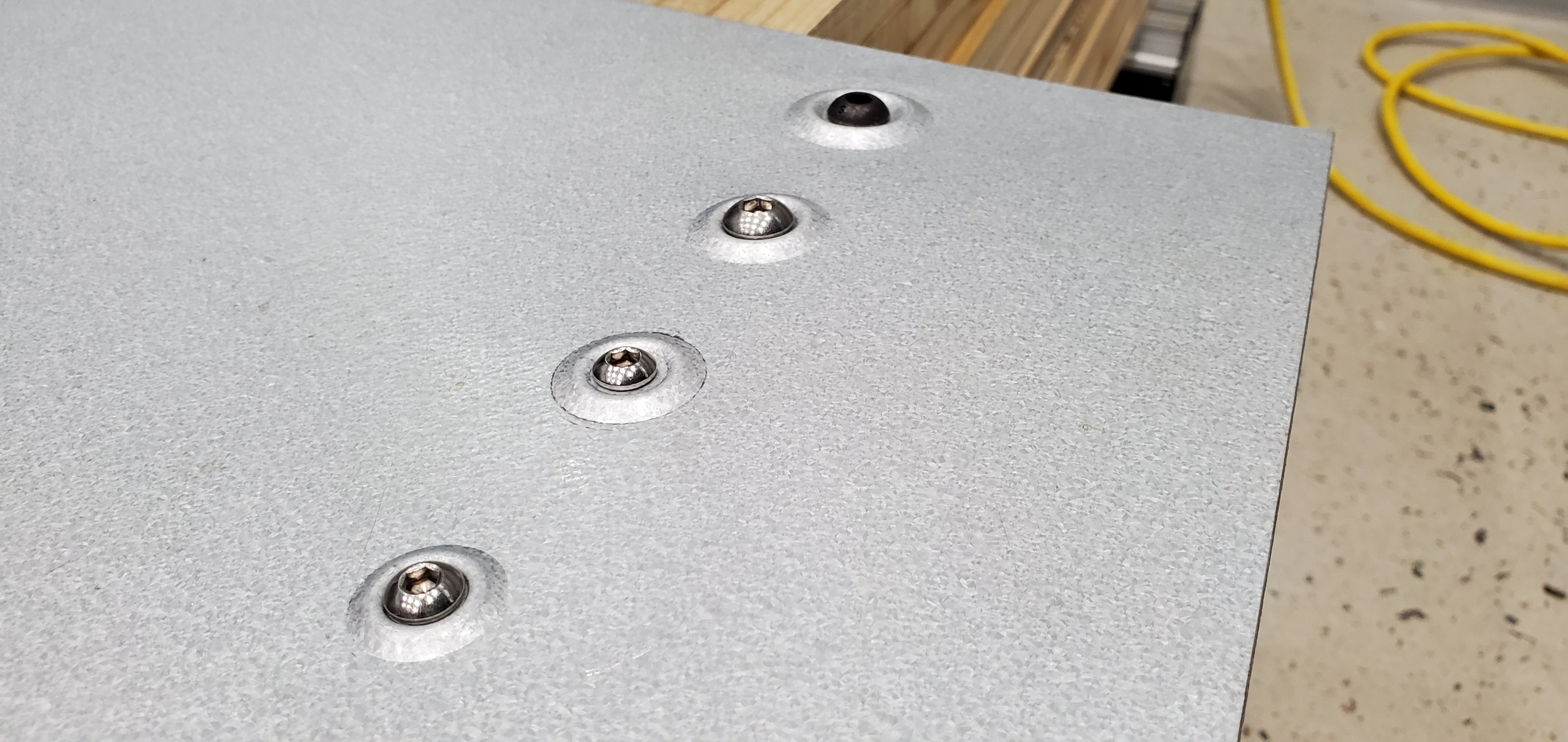
Cut my first 3/8 plate yesterday. Vary happy with the result. Very little slag and butter smooth cuts with smooth straight sides.

2 Likes
How long are your consumables lasting while cutting the 3/8? I noticed they wore quicker on mine. Not sure if it was debris from piercing or what.
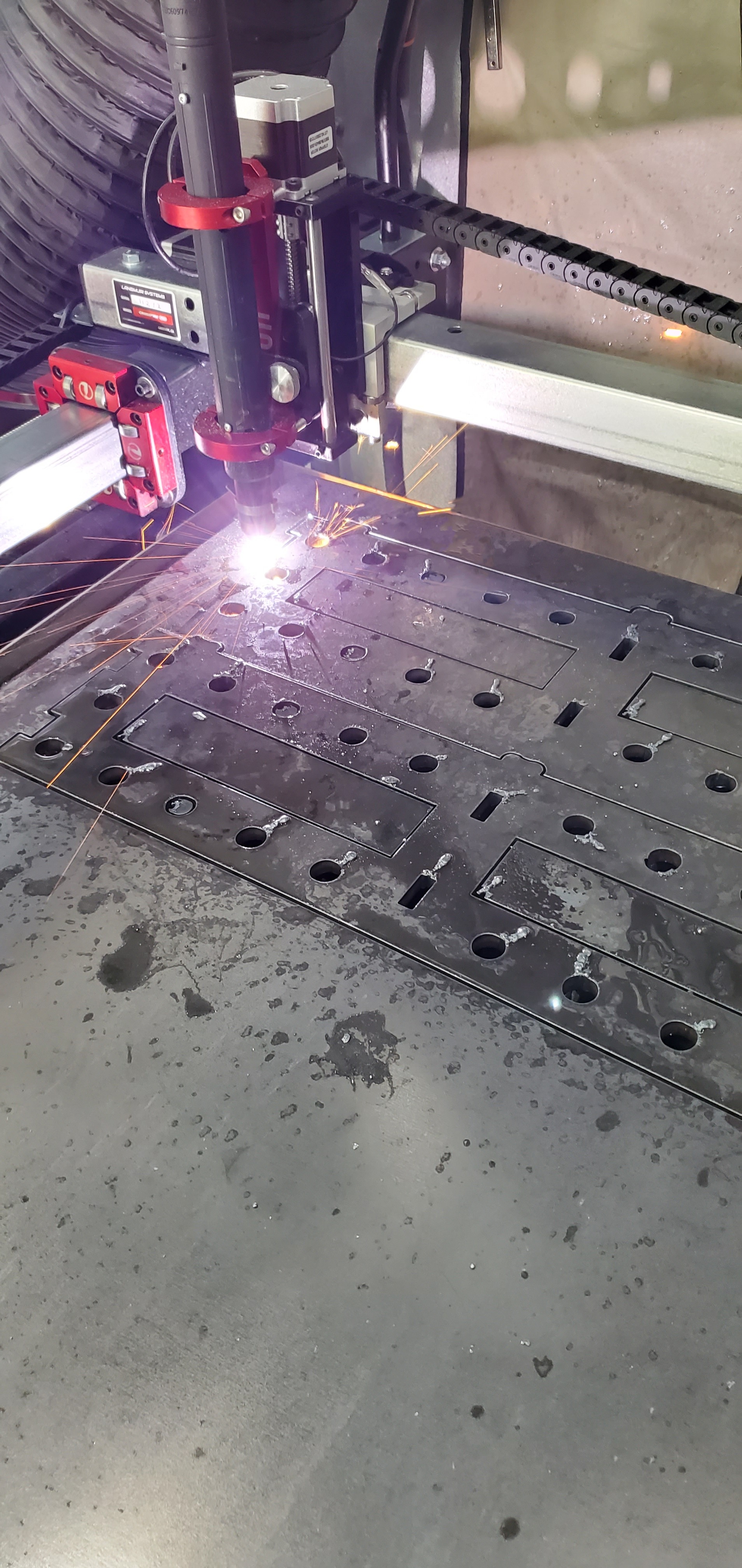
Well, I have 36 minutes of cut time on the current set of consumables. I hope I can get through the entire Welding table with one set. Its hundreds of holes.
What are your cut settings in sheetcam for 3/8?
With the settings I have it seems to eject the blowback out and away fairly good. I will let you know how this set hols up.
That is a nice cut.
I’ve never cut 3/8 steel, aluminum but not steel.
Could you share you settings as a starting point when I come to cut some steel that thick?
1 Like
33ipm at 45 amps. Lead in at .20 cut height .06 and peirce delay 1.0.
3 Likes