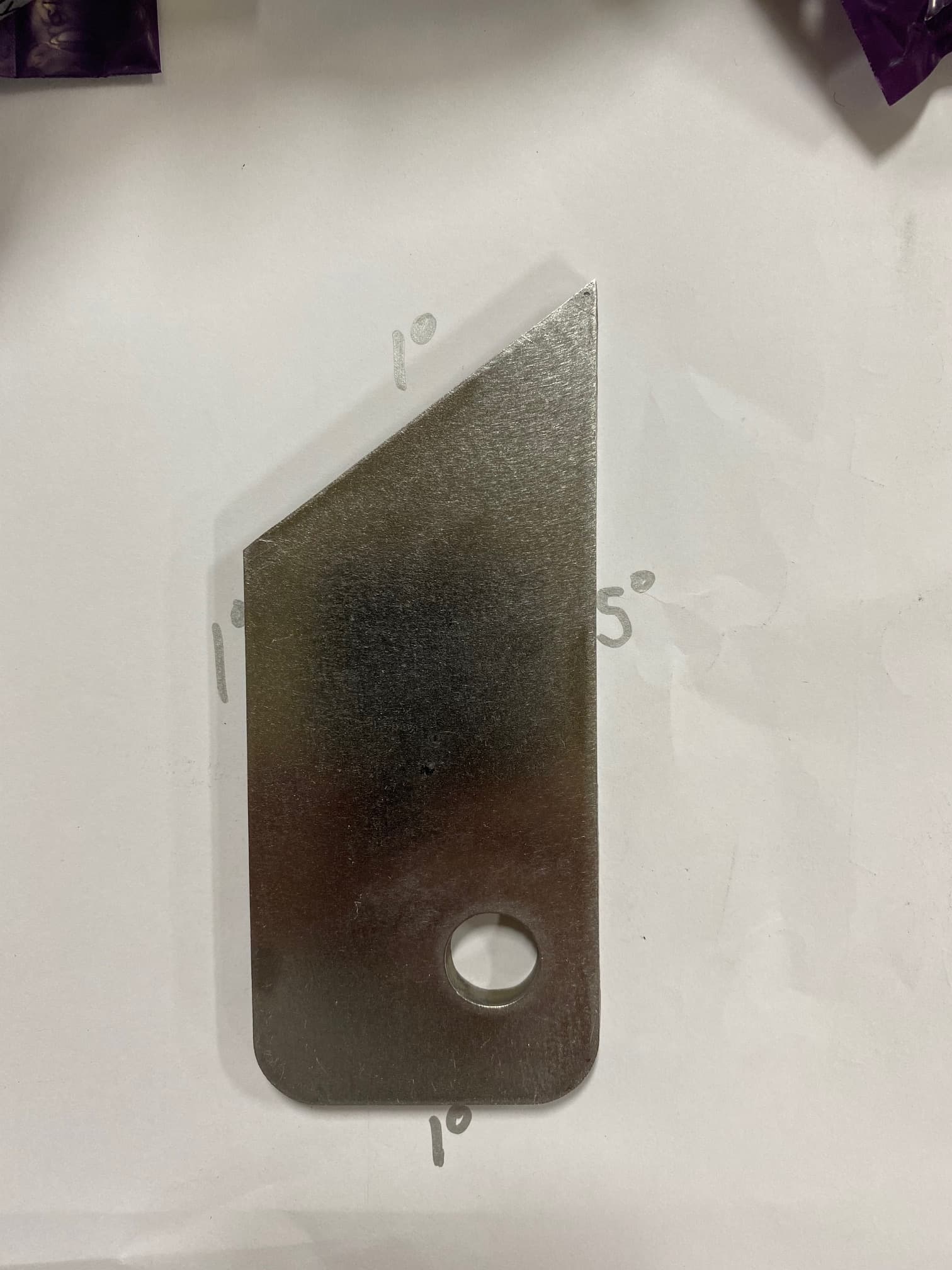
I’m trying to resolve a bevel problem while cutting 1/4 mild steel. The bevel is present on thinner material as well, but not near as noticeable. Always seems to be on the +X side of the part, cutting in the Y direction. Sheetcam is set to reverse cut, so clockwise on the outside profile. I have seen this topic posted previously, but haven’t found a resolution for a bevel on one side only.
I have ~1 degree bevel on 3 sides and ~5 degree bevel on the one long side.
Crossfire XL
Everlast 52i w/ hand torch
Brand new consumables from mechanic, 1.0
40ipm, 45 Amps, 75 psi
The two parts in the pictures have some ugly cuts, I manually slowed the cut in firecontrol to see if it changed the bevel. It did not, it just made sloppy cuts.
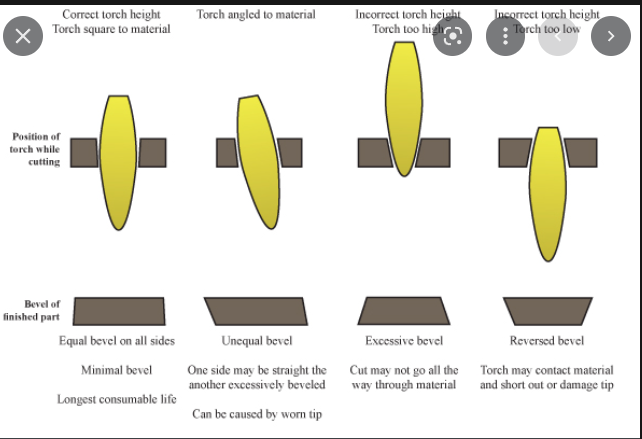
I’m struggling to figure out what to change. If the torch were out of square, I assume at least two sides would have similar bevels. Most scenarios I can think of, seems like more than one side would be flawed.
Good question, I’ll check the opposite side of the cut in the scrap when I get home.
If the torch weren’t square, my assumption would be an equal and opposite bevel on the opposite side…?
I typically drop the torch down (no THC) to the material or on top of the small shim. Then I tighten the tool holder with the torch tip laying flat against material/shim. I look from both directions to see if I can see light between the tip and shim.
here lies the problem with hand torches…they are a little troublesome setting and keeping perfectly square…but on the average once you have the gantries set square the torch should remain square…
Machine torches are easier…they clamp in and you can change the consumables without removing the torch
I would also look at your nozzle if the taper is on one side. Last week I started chasing a bevel. Turned out brand new nozzle with like 20 pierces had a nick in the hole.
That assumes that the plasma is a perfect cylinder, which it is not. If the torch was straight up and down you would have matching, but opposite bevels. Then it would be a matter of finding the right height to get vertical sides.
The scrap piece does have a slight bevel on the other side of the cut but it doesn’t appear to be a 5 deg bevel like the part.
Sounds like torch squareness and tip condition are where I need to focus.
Over the next few days I’ll start with the basics and double check everything is still square on the table. Then I’ll check my consumables and see if I can get the torch in a good spot.
I always see these posts, and no one ever mentions the material.
People, the material you are cutting is a variable, not a constant. No sheet is going to be perfectly flat. Without THC the variance in your material and it’s effect on your cut quality is more so than those with THC.
I had some time last night to mess with it. Checked over the table. Table is level, gantry is square and level. I installed a new 1.0 tip and electrode, squared the torch as well as the human eye can… Same bevel result.
My previous cuts were closer to the 0 end of the table. Last night I changed to a new piece of material and made my cuts closer to max X location. It seems the bevel is always on the +X side of the part, no matter how far I move in the X direction.
I put my speed back up to 45ipm so the cuts are cleaner at least. The other weird part is that the long side cut with the bevel, is really clean, almost no dross. The other 3 sides have very heavy dross. It chips off easily with a tap from a chisel, but it seems odd to me that dross is so different between sides.
I am missing something, hopefully it becomes obvious to me at some point. I’ll have more time this weekend to play with it.
Is it not reaching the program speed on the shorter cuts? Probably not the cause of the bevel but could answer why your results are different on different sides. When you are cutting watch the actual speed vs the program speed. I am not a sheetcam user does it have feed optimization or something similar that you may have checked that is causing different cut speeds on the different sides? Could you video the cut?
Thank you @mechanic416 I’ll take you up on that this weekend if you have the time.
@72Pony I haven’t touched anything in Sheetcam for optimization that I am aware of. I will post my settings for anyone who is a Sheetcam user. I use SolidWorks in my daily life, so I didn’t want to cross streams and go between two 3D systems. I can take a video on my next test cut.
@TinWhisperer I was hoping it was the swirl ring, but I checked it last night. The orientation matches the picture from the thread you posted. Air swirls same direction as the electrode threads in. I will check again tonight, as it was getting late and frustrating last night.
I need to post some pictures of two parts I cut last night. One with typical bevel and cleaner cuts. The other I did not reverse cut direction, so I cut the outside shape in counter clockwise and the bevel changed sides.
Right, I was a bit misleading. I use Solidworks, draftsight, and Inkscape for any drawings that I need. Then I use Sheetcam for the post processor. The use of Solidworks is what drove me away from learning Fusion modeling/drawing and post processing.