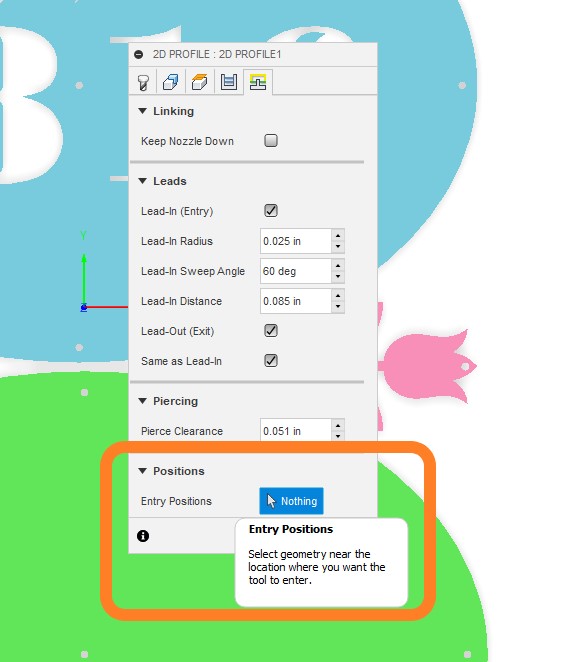
It is looking better. maybe try slight more radius?
And did mess up the file I send too the pierce height should be .15
not .015
It is looking better. maybe try slight more radius?
And did mess up the file I send too the pierce height should be .15
not .015