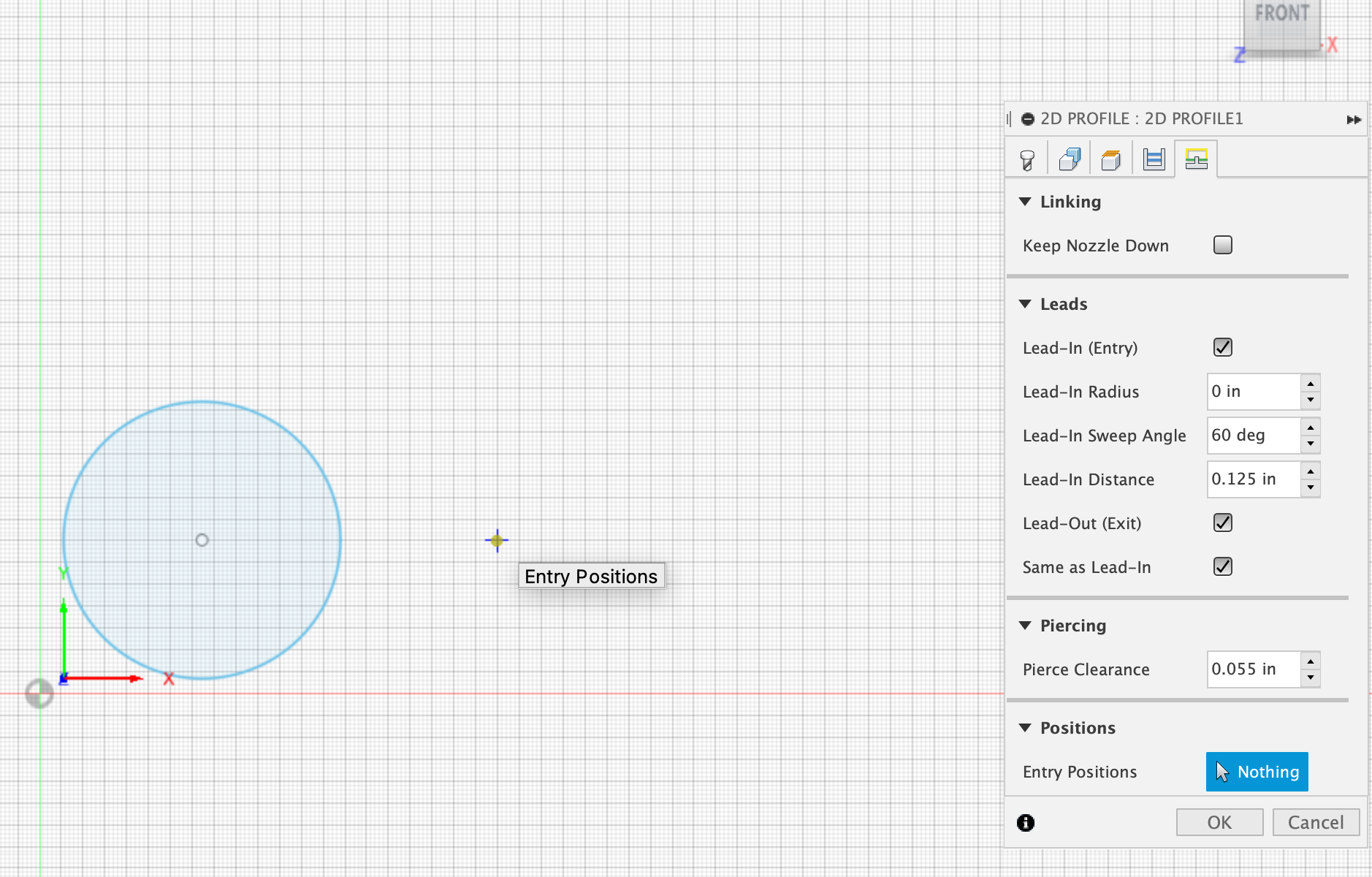
You can see what is happening right where the lead in/out is. I’ve tried with just a lead in of difference lengths, both lead in and out. I have changed the entry angle and still have this problem. Using fusion 360 to create the circle and FireControl to cut it. Cutting at 120 ipm and 35 amps.
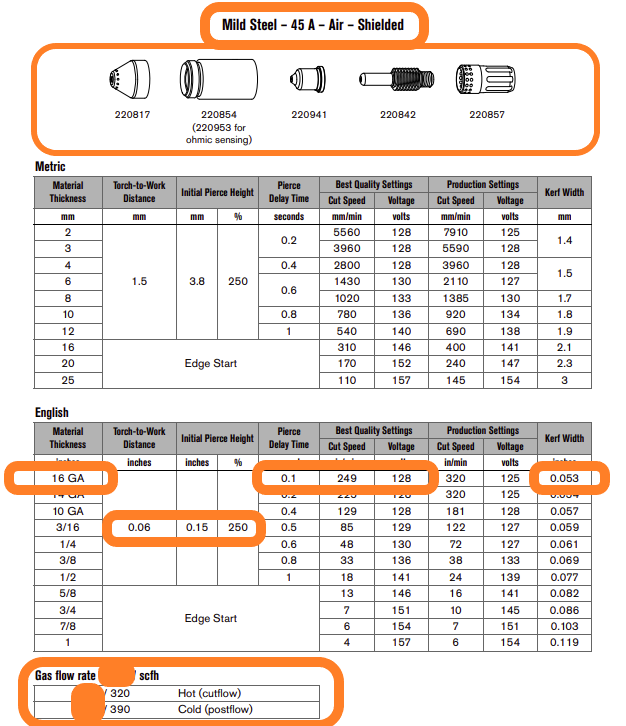
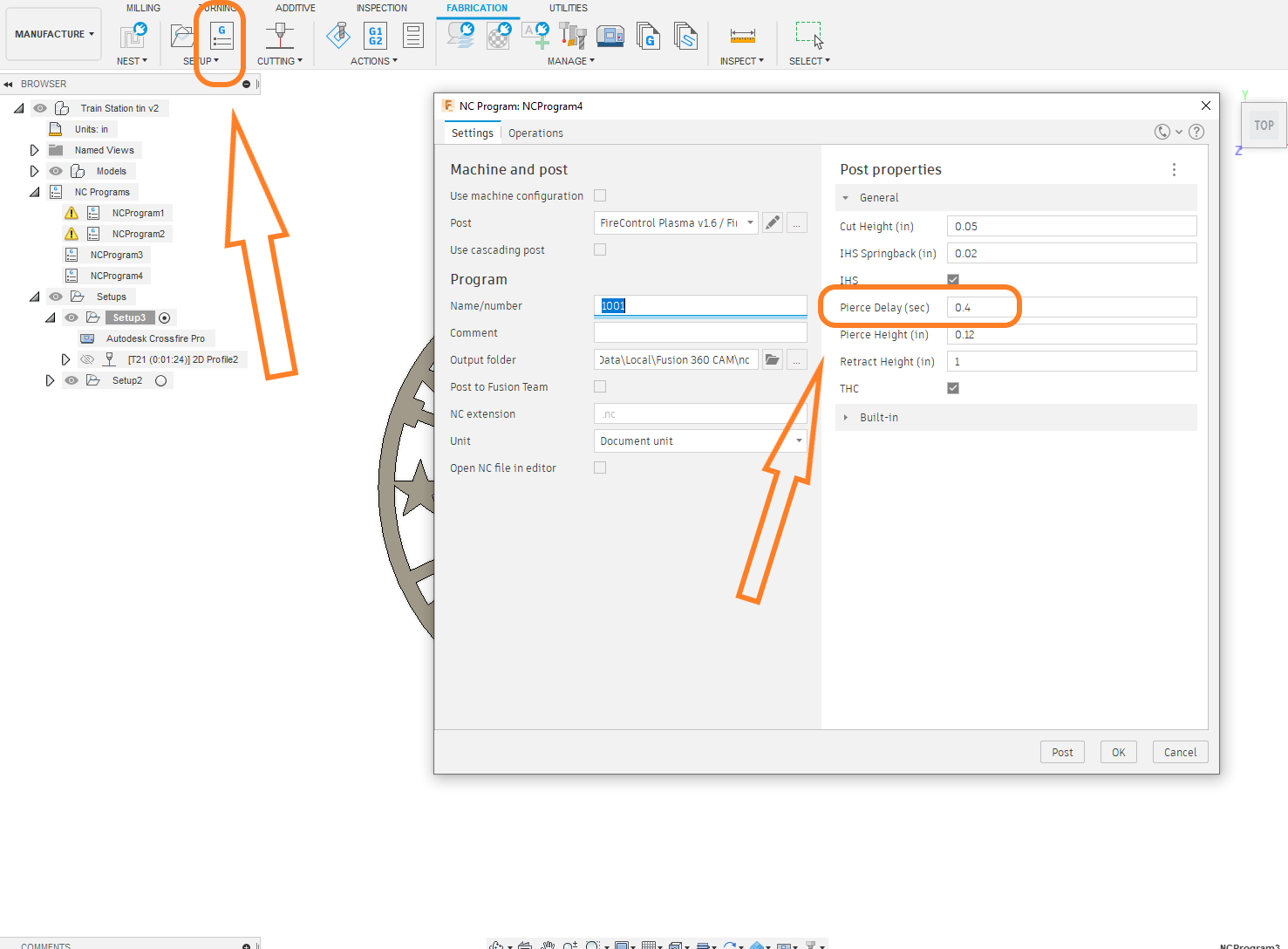
It looks like it could be pierce delay which used to be set in Fusion, but I believe it is now in FireControl? I’m unfamiliar with that, how do I set it and what would be a good number?
I did have it complete many cuts, this was the only one that didn’t fall through the table so I could see where the problem was. I believe this cut didn’t finish since I turned the feed rate up and the amperage down. When the cut is complete it leaves that notch where the pierce happens. So I never end up with a perfect circle, they are all notched.
It would help to know which direction you are cutting. From the picture, I would assume that the cut outside the circle is a lead-in and it has not fully pierce when the motion starts. Then you have some sort of overcut that takes it past the lead in and leaves that divot at the end of the cut.
Pierce delay is always set in your CAM program, not in Firecontrol. You can override it in the positive or negative direction in Firecontrol, but it is always set in CAM.
I would suggest that you use a lead-out and increase your pierce delay.
You can see the problem I’m having after the piece has been cut out, look a the 3 o’clock position. Also attached is a screenshot of the settings. I have done this many times before, guessing an update has changed something.
I don’t think I have the answer to your problem but I see you have the Lead Out option ticked. For all Powermax machines Hypertherm recommends NOT using lead out for material under 1/2” thick. I just happened to read it in a my new Duramax torch manual a couple days ago.
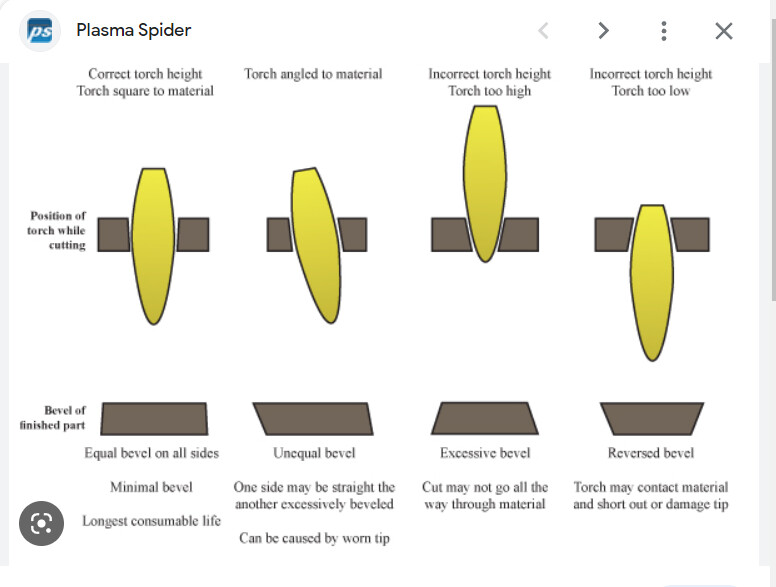
I’m curious if you ever figured out what the problem was, I seem to be going through the same. Some if my cuts seem to have a small curve in them but torch is square.
Thank you for picture! From cutting .25 it’ll cut right on top part of the plate and bottom of plate would be tapered in alittle and bevel is a bit un-equal, I’ll double check square and side to side this weekend