I am inching closer to having a functioning CNC plasma table day by day. I have finally gotten G Code to load and now I get an error message in the “Status” field.
R I j k words all missing for arc. Block = N13X3.9905Y-0.1605
I have received the same message on different files. The only difference being the info following the " = ". This has been a very frustrating experience, I just want to start cutting!
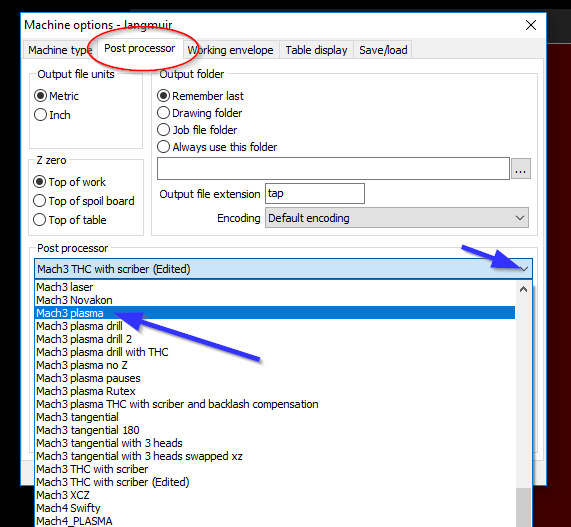
Its trying to cut a circle, but information is missing… the x and y values are the center point, the ijk values tell it the size of the circle… What program are you making your G code in? If it’s sheetcam, go to options->machine then select the post processor tab. Make sure you have Mach 3 Plasma selected… Your G code should look something like this for a hole…
Good problem solving. I figured I’d start way back at the beginning with him. I expect the setup is incomplete based on his intro. Thought it would be good to step through it.
You can try this file, it’s the break in file with added z axis moves. 3.5" up and down… just cut and paste into notepad and save as a .tap file… It’s what I used when I got mine all set up… Set Z zero at the top of the stroke.