was getting a bad bevel on my cuts…tried slowing down…speeding up but same results. had a miller 375 xtreme. so upgraded to a hypertherm 45xp and boom!! same thing! table and gantry are square…not where to go from here…
What are your tip size, type, speed, torch height & power settings?
the tip that came with the torch 45 amp, torch height 1/16" shim/ 45 amps for power and speed I try different ones
Razorweld torch then?
45A needs a 1.0mm torch tip. Also make sure you’ve got 75psi at the torch (if you set the regulator at the compressor for that you’re going to see a 5 or 10 psi drop in the hose on the way to the cutter) and your air is dry.
Your torch is not square to the table.
I’ve come to the conclusion that it’s in the settings for speed, kerf width, and so forth.
hydrojoe, There are multiple pages of mechanized cut charts in your Powermax45XP operators manual. Follow those charts for the material and thickness (and consumables) that you are cutting for best results. Speed, cut height, pierce height, pierce delay time are critical. Also…be sure to use the shield listed in these charts for machine cutting, the hand torch shield is for drag cutting by hand and will produce too much bevel when machine cutting. By the way…there is no part on a Hypertherm plasma called a tip, rather there is shield, nozzle, electrode, swirl ring. There is confusion when the front end consumable parts are called tips as some manufacturers call a nozzle a tip, others call an electrode a tip, still others call the shield a tip. I’m more than happy to help you sort out your cut quality…I worked for Hypertherm for 41 years and have cnc plasma in my home shop. Jim Colt
1 Like
thank you for all the info…ive had the cutter for 1 day…and had to change the electrode and nozzle already (mainly the nozzle cause it was pretty bad). once I changed them, it cut perfect. now my only problem is im getting slag built up inside and on the bottom of the shield. I have the machine torch by the way, any suggestions?
I spray my nozzles (outside only) with a little bit of anti spatter spray for welding. I’ve only used this method for a little bit but seems to help when cutting 1/4" plate.
1 Like
Does anyone spray their material (top and/or bottom)? I’ve a can of spray and forgot all about possibly using it for the plasma. If no one is, I’ll give it a shot this weekend as I have a quick project to do.
1 Like
I haven" tried spraying the plate then trying to cut it. Interested to hear how that works out.
well it seems because there is no THC, when the cutter pierces the metal, it produces a lot of slag which wears the nozzle and shield extremely fast.
For what it’s worth, if you have a kerf angle issue in any specific direction, check your consumables. In my production run of some 1/4” parts, I had a nasty kerf angle on the + side of the x axis. Fiddled with the torch in the holder, same through 3 parts. Changed the consumables, MAGIC!
I’ll let my pictures tell the story, but a 45Xp, 1/8” stand off, 60ipm, works great for me
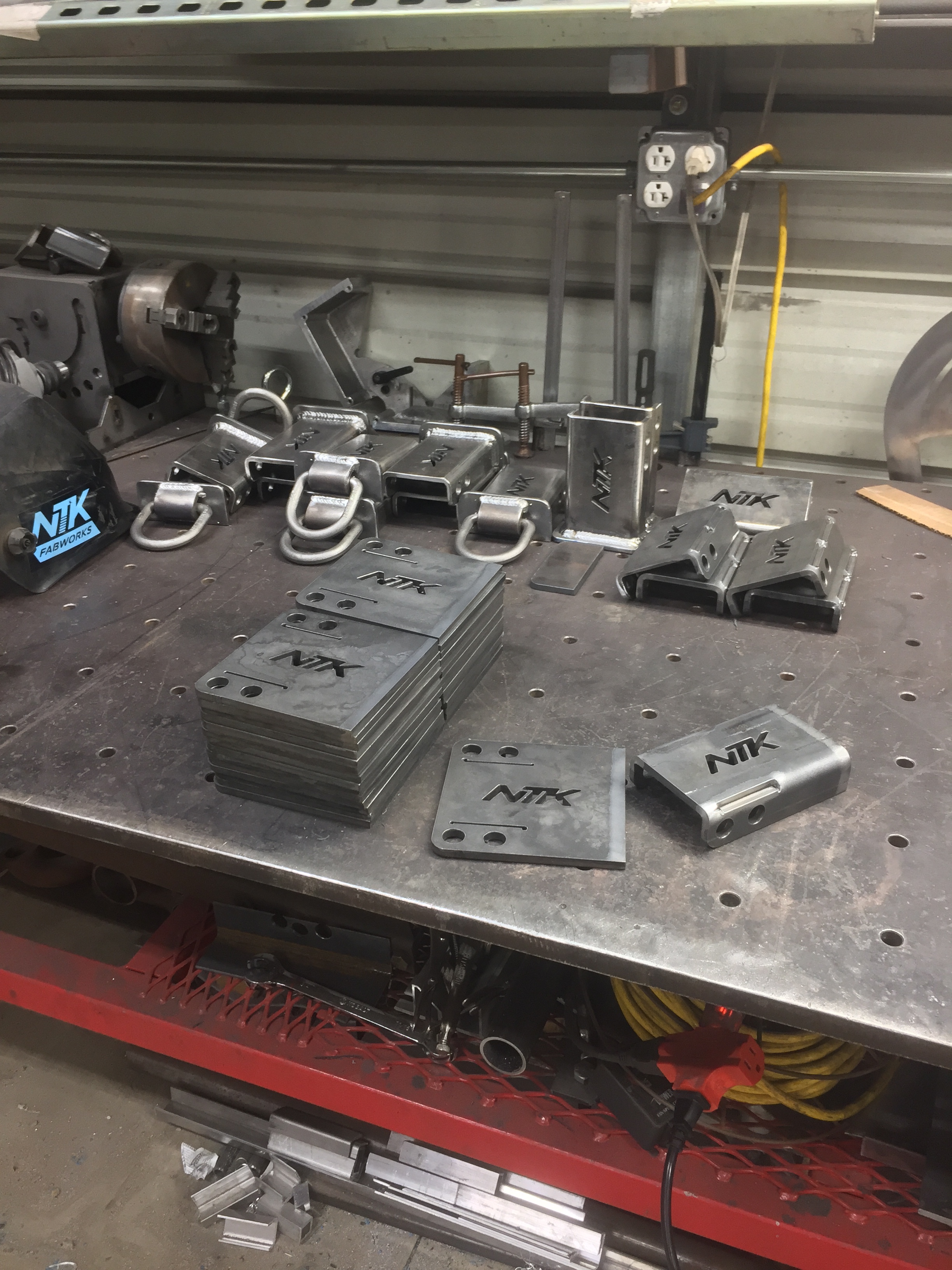





4 Likes
james,
I gave the anti-spatter nozzle spray on some 1/4" plate the other day. I think it helped. I’ve never had issues with too much dross/slag on my 1/4" (at least not after I dried my air and when I remember to connect the ground clamp to well anything 
 ) What little was there popped off with a wire wheel. More testing is needed to see if the added cost is justified but a signification reduction in cleanup time.
) What little was there popped off with a wire wheel. More testing is needed to see if the added cost is justified but a signification reduction in cleanup time.
Bruce
1 Like
That’s great. I’ve got a project to run on some different materials this weekend so I’ll give it a try too.