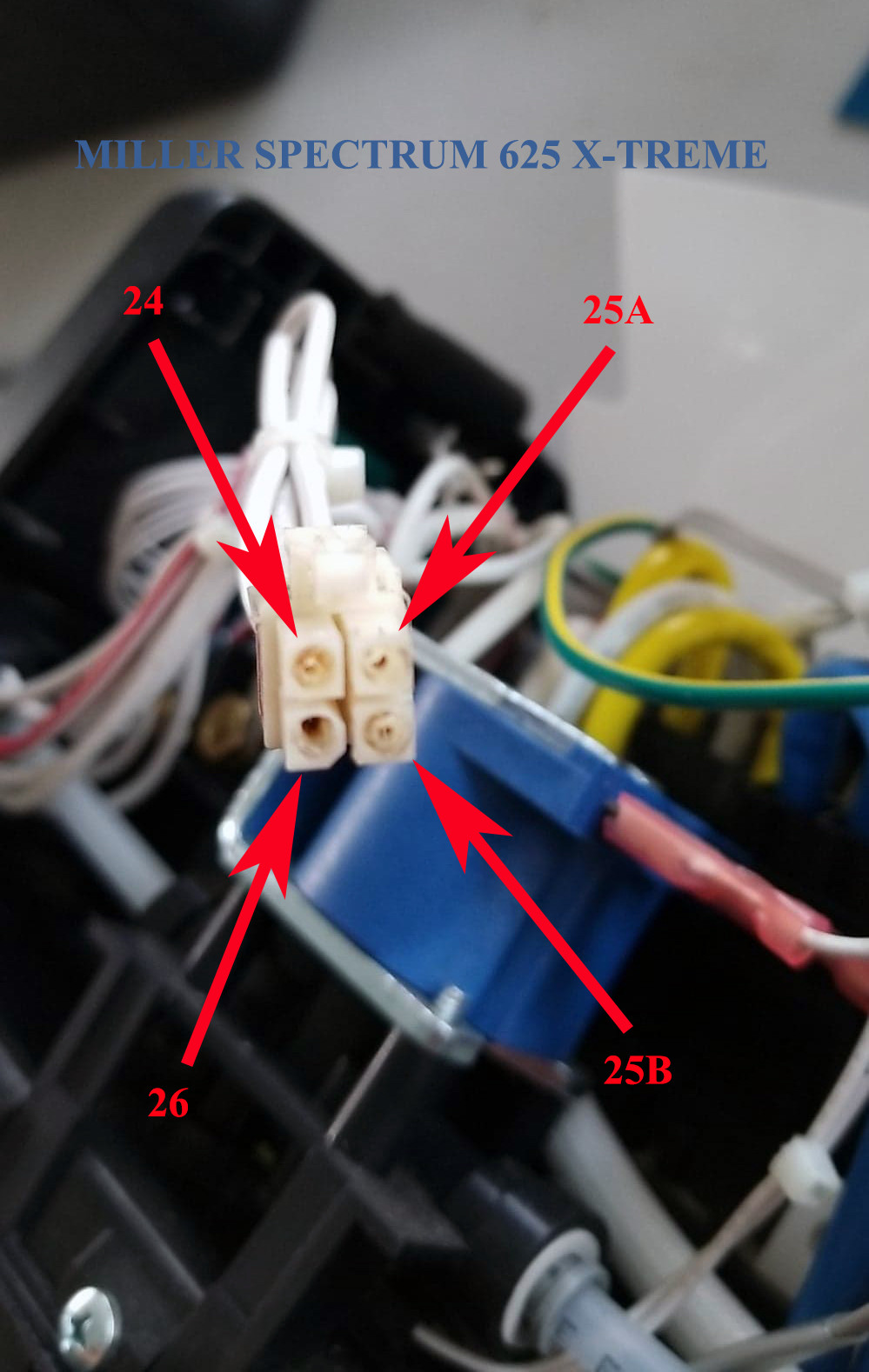
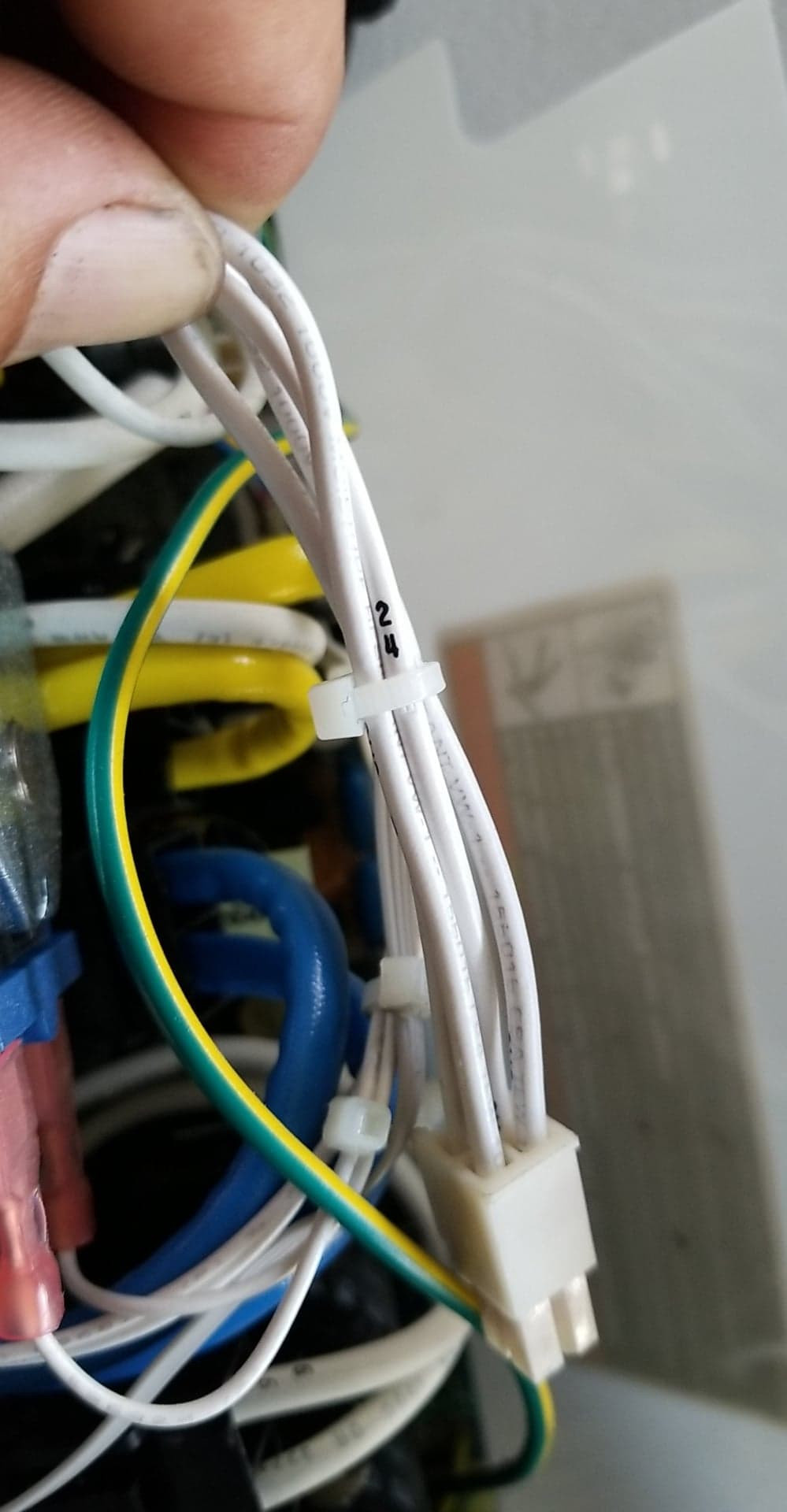
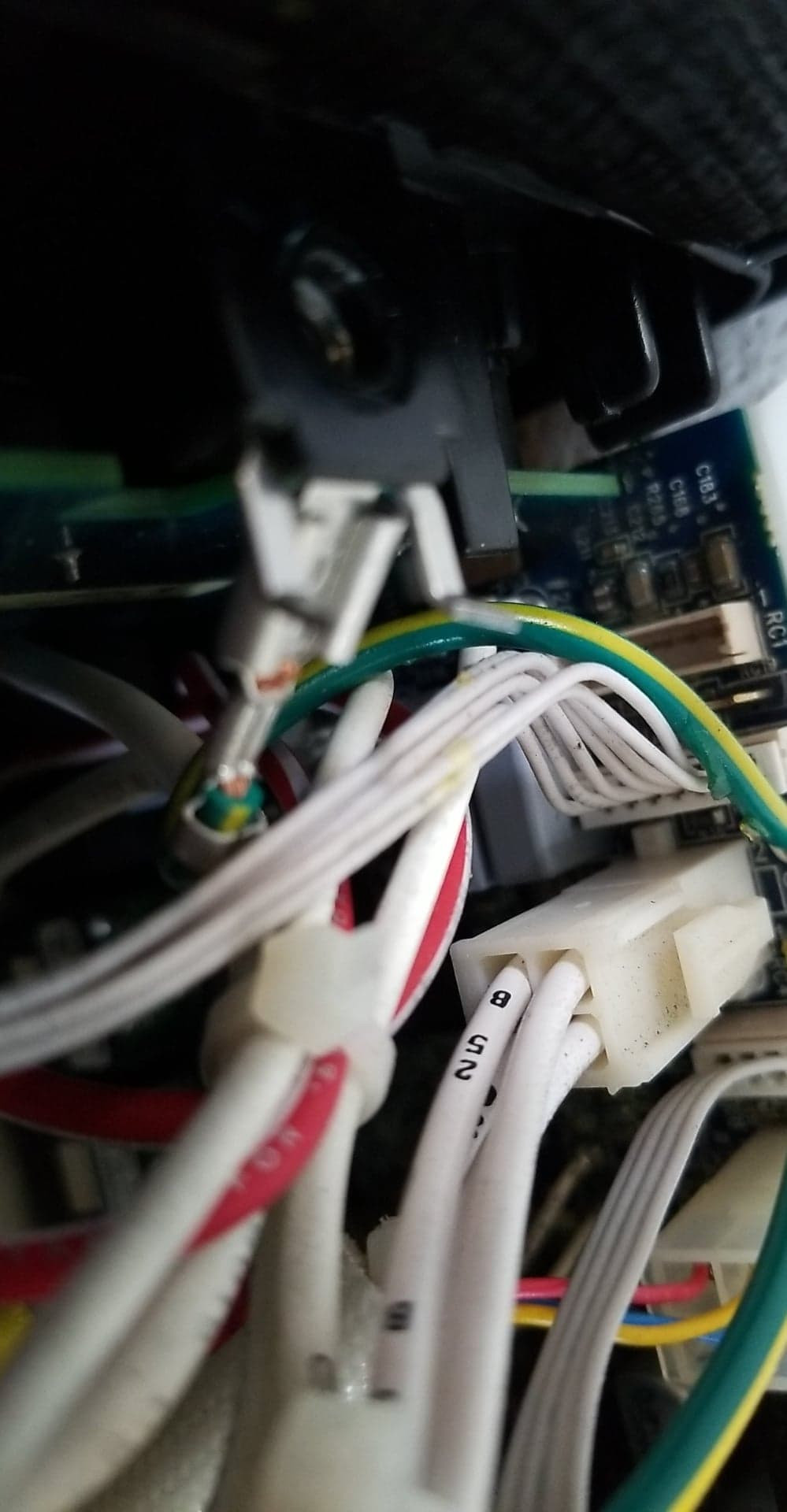
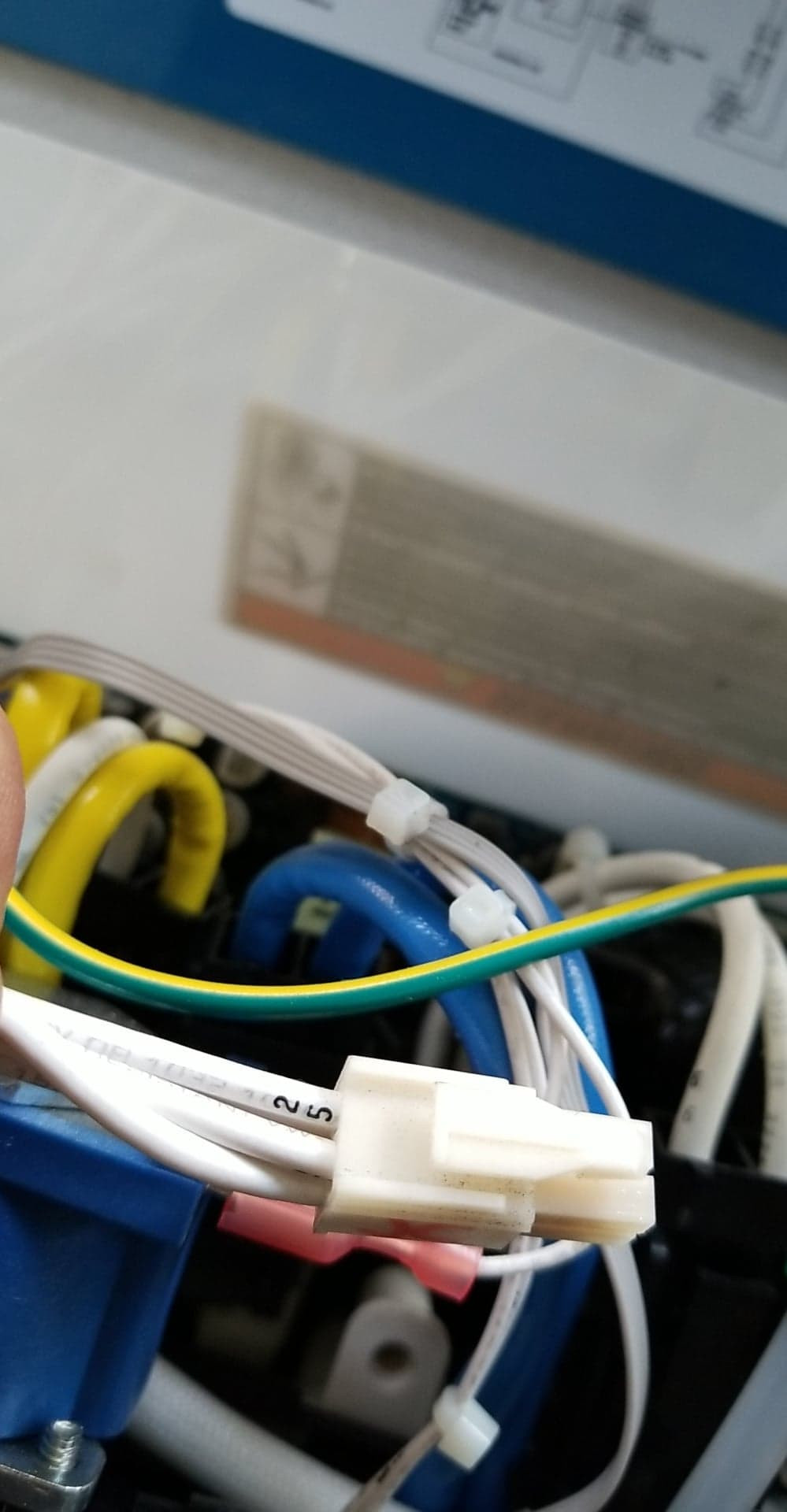
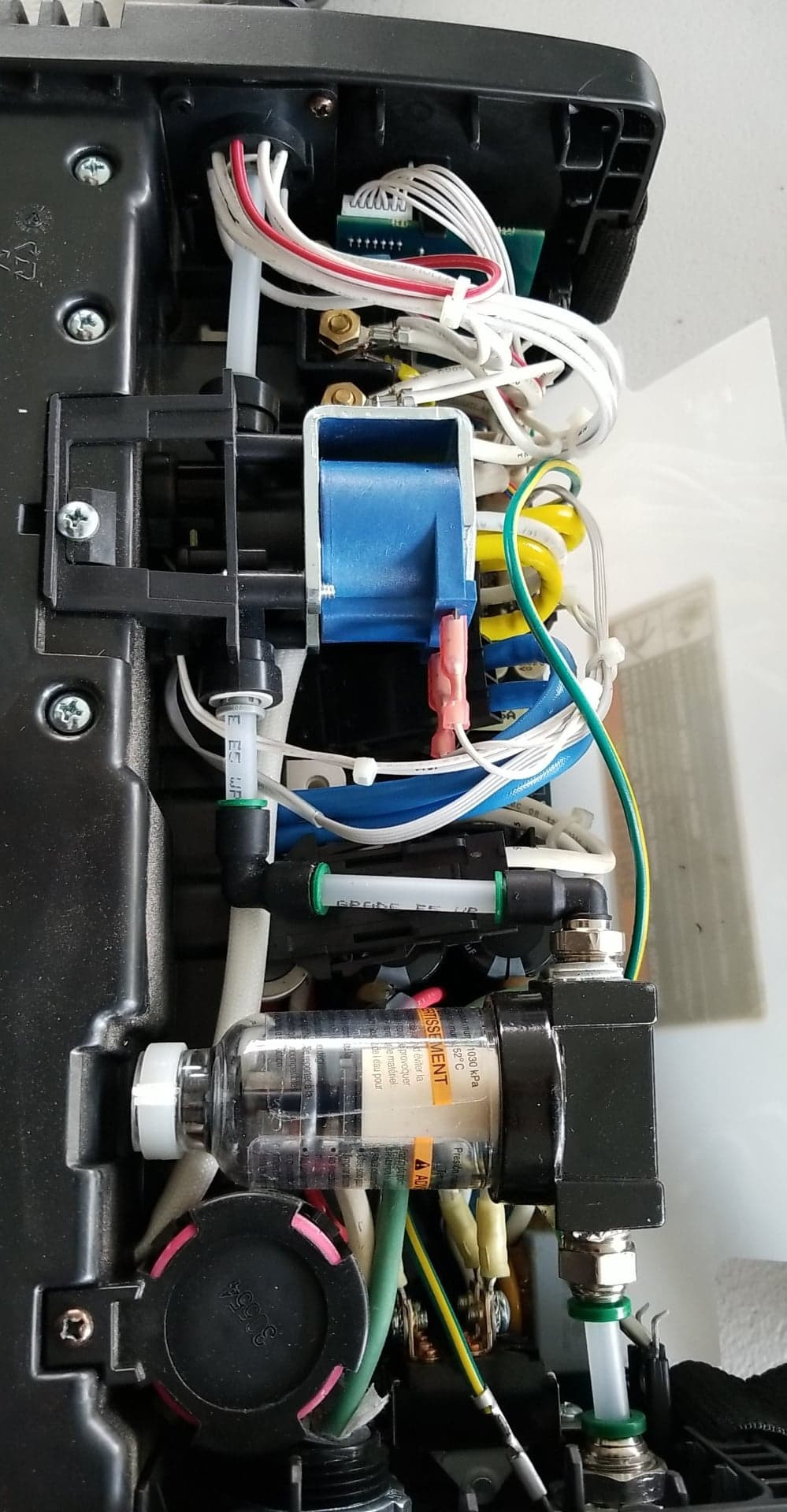
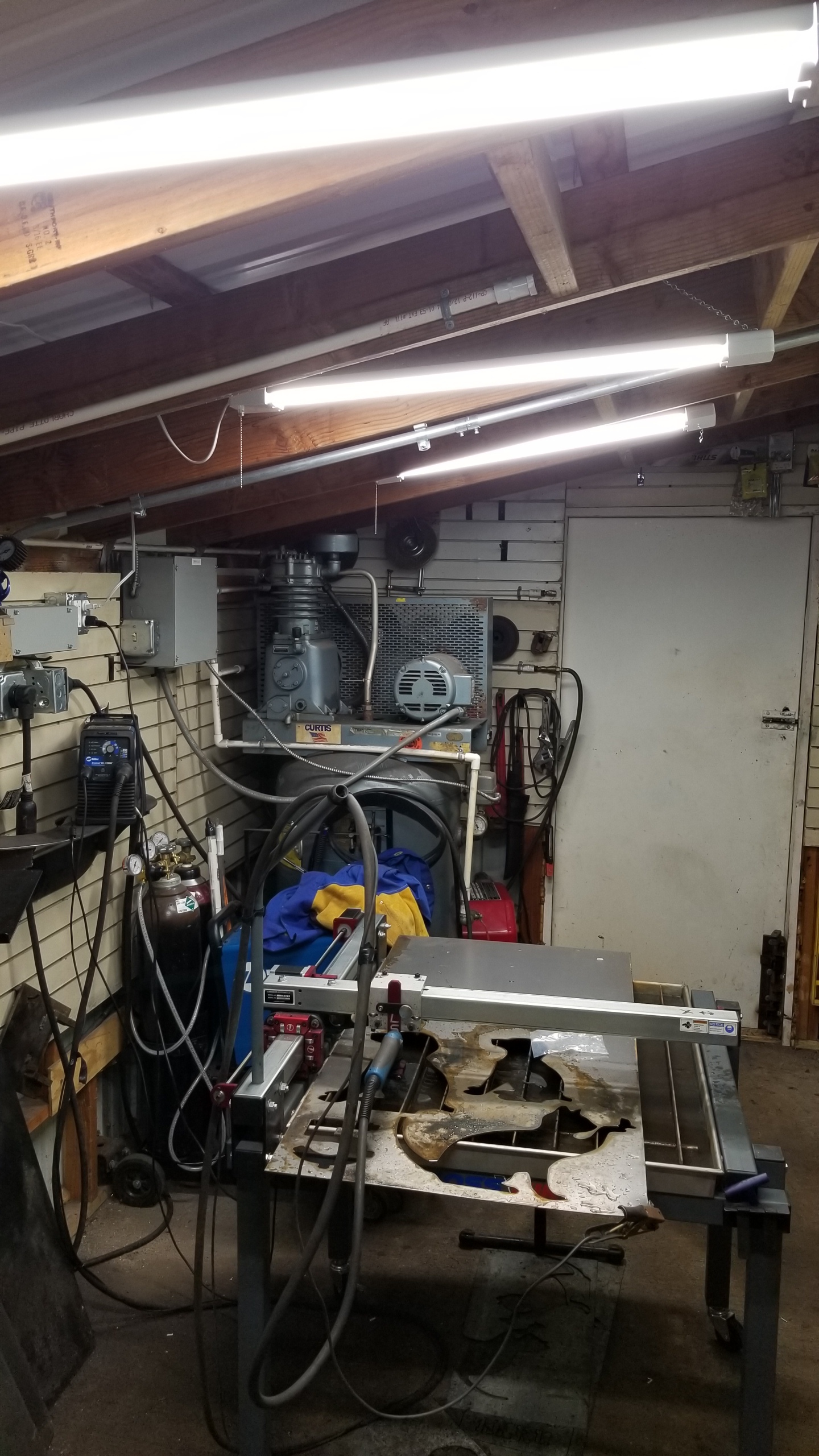
From what I gather 25A and 26 are the two wires that need to be spliced into, going to be doing this today and hopefully cut my first part on my Crossfire, also took some pics could be helpful to someone in the future, i’ll post back if everything works out.
He clipped the corner of the side case.off with a cutter - the clamshell fits tightly into the ends and side.bottom grooves so it will severely pinch your wires if you don’t make some kind of cutout to let the wires through. Due to the front panel design & the component stack behind it you can’t thread them through the vent slats like you can with the Razorweld.
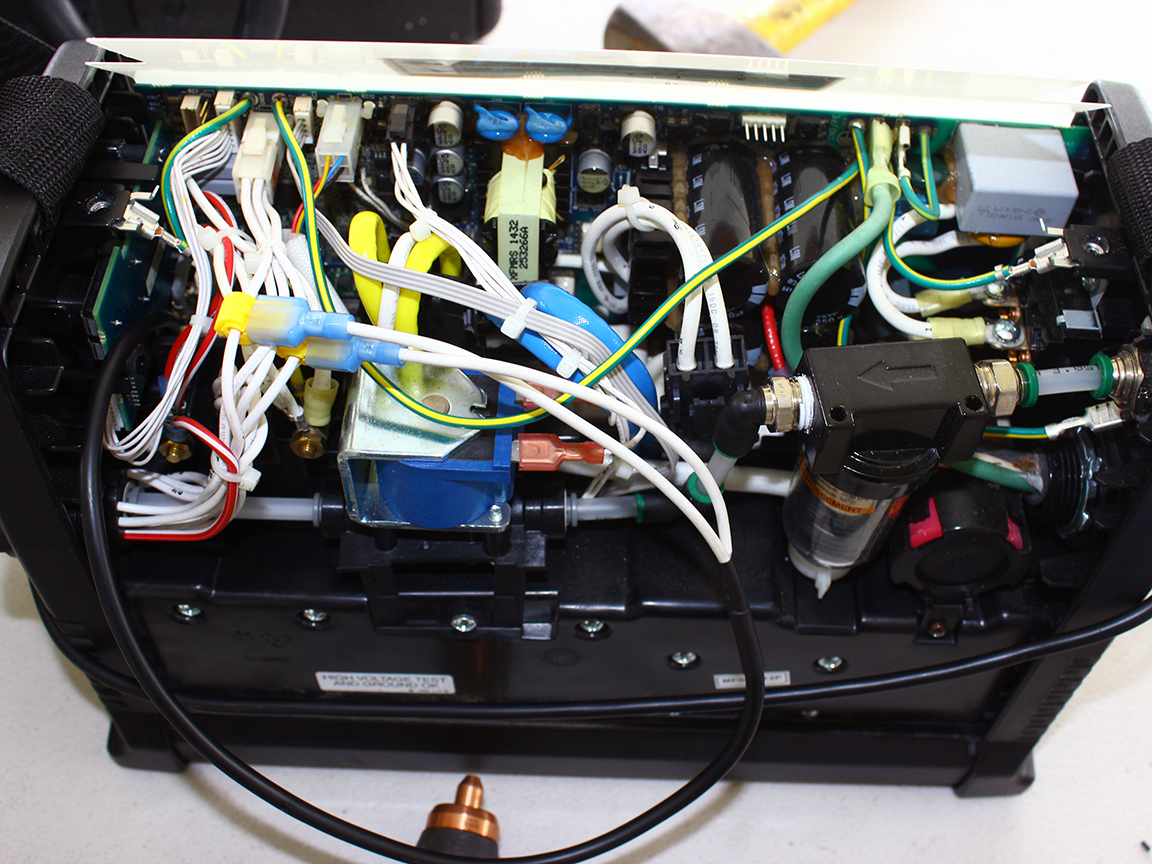
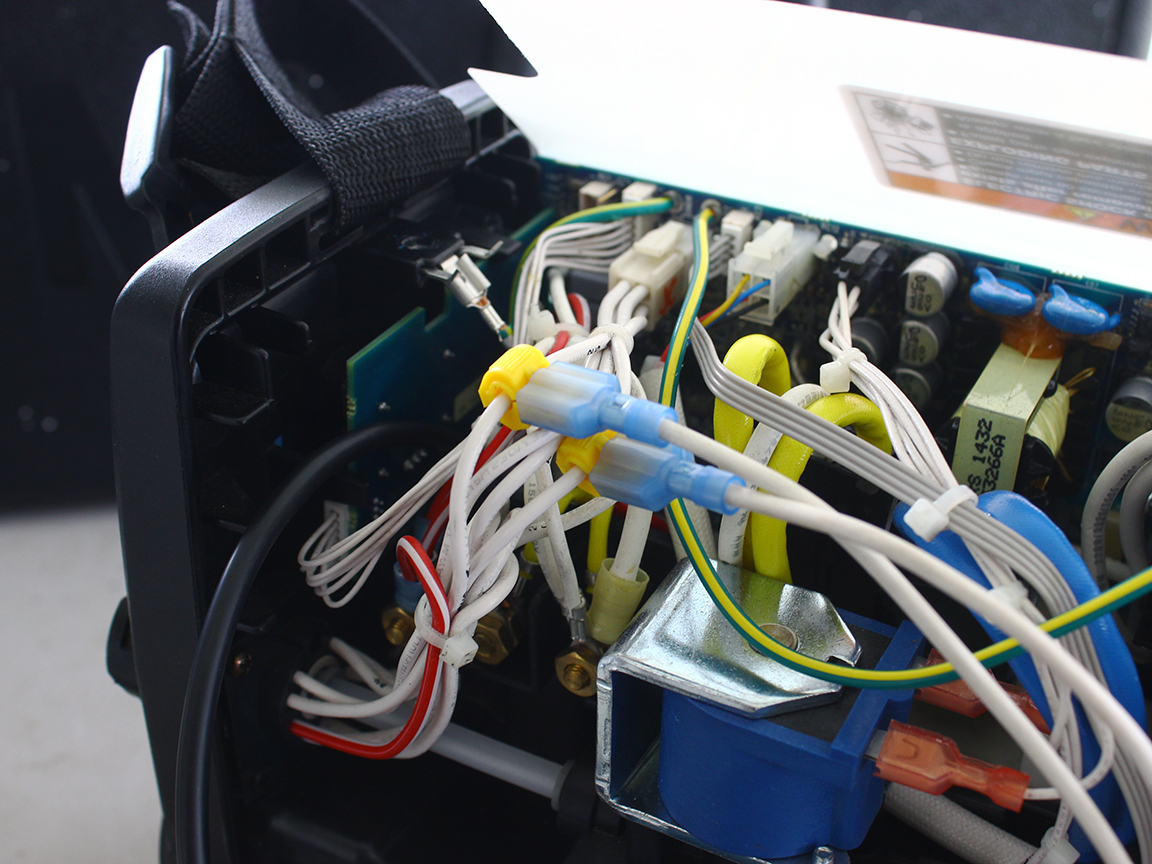
Make sure you use the small taps - we did the yellow ones first and they didn’t cut all the way through the insulation on the wire.
I ended up drilling a hole through the CNC port I intend to install a grommet, I know what you meant about the vents that was my first idea but notice they were block. I ended up using the big tapscause the wire appeared to big thicker gauge and it has worked it test first first try.
Glad it worked. We buttoned it all up and it didn’t work so we opened it up and noticed that the yellow taps had a fair amount of play in the sleeve area and when we opened it saw the prongs hadn’t bitten all the way. So rather than monkey fist the tap to force it more, we swapped to the smaller tap which worked fine and there’s no space around the wire and the sleeve you rest the wire in.
As long as you got it working, that’s all that counts.
Jim was okay with clipping the corner of the case so we didn’t drill through the front. I would have hit something on the other side of the CNC port
Yea my approach to use the biggest taps to avoid cutting/breaking strands and if id didn’t work go down a size smaller but it happend to work I got lucky so all is good, yea I was a lil nervous about doing that but I got in there with an LED led and I could actually see the silhouette of the CNC port break away tab from the front and I actually drilled through that as dead center as a could without actually breaking the tab so that I can actually use a grommet to secure it a lil better and then just tied a knot in the cable to prevent it getting pulled out.
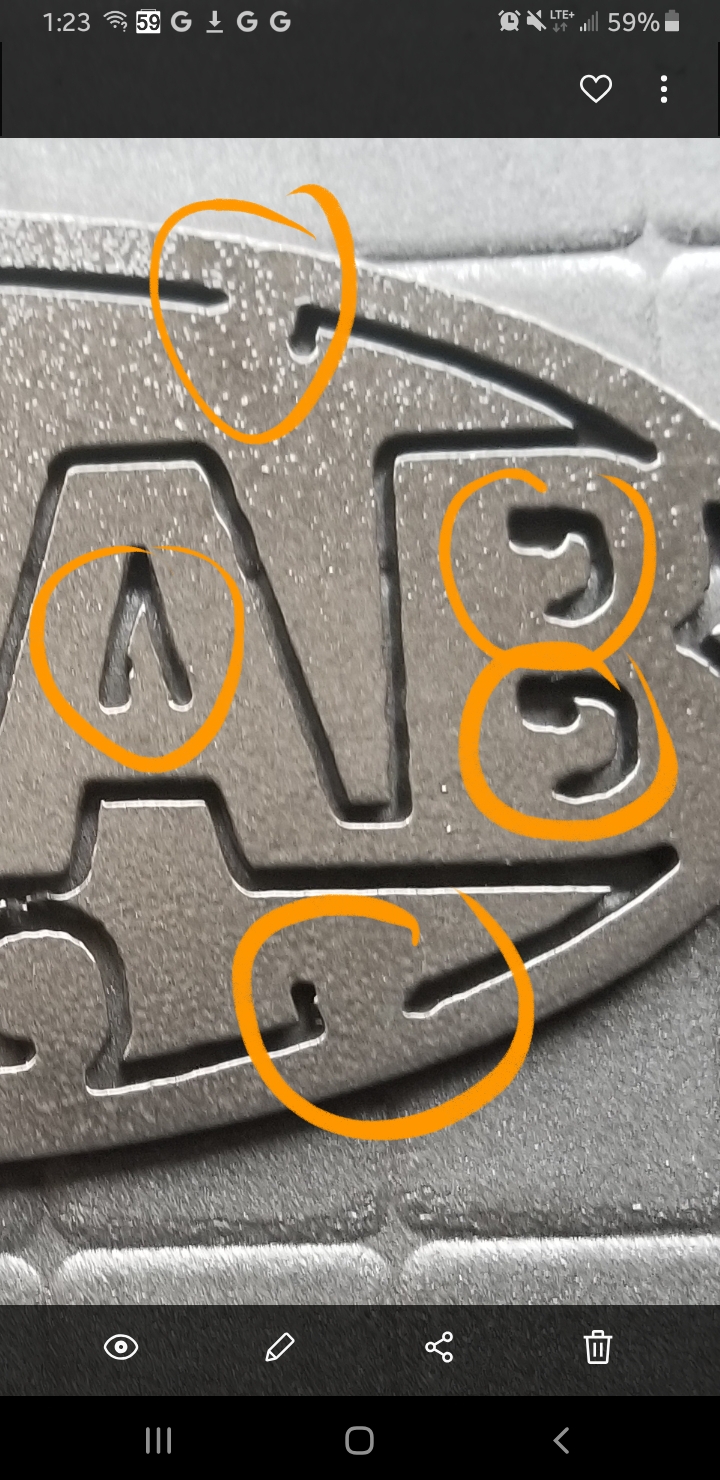
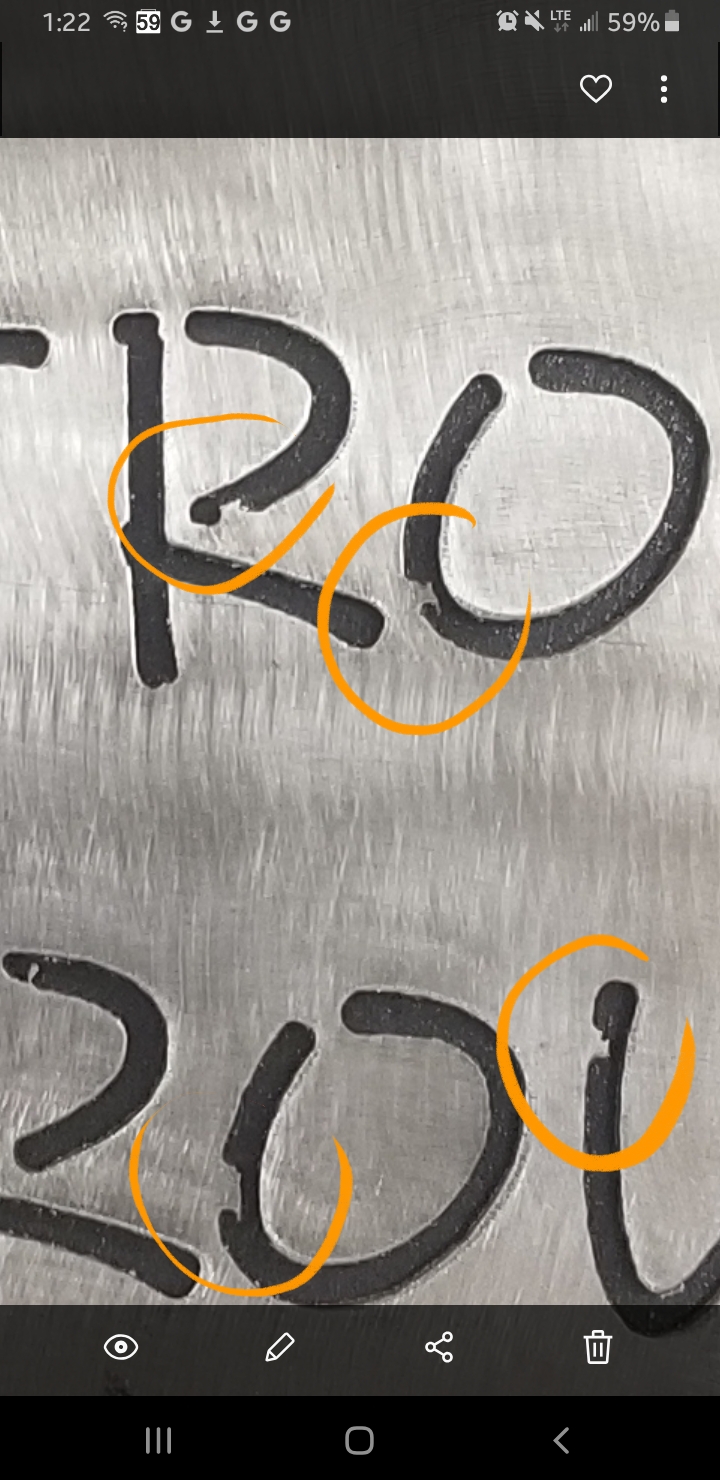
This cut was accidentally done with the fed rate maxed out and I need to balance the table as you can see I hit some pierce dross, but all in all I like it
@jamesdhatch got me through wiring the 625 ex, I have been messing with amps-heights.
Trying to get it dialed in.
Miller recommends. 035 cut height for best perfomance even though they use a drag shield so I have been using a feeler gauge to set the torch height.
I think this problem is starting to manifest itself and become apparent I’ve had the torch not fire a few times yesterday took the cover off tested with a multi-meter and of course just me moving the wires around I had continuity but im sure as with what you experienced I am to so im going to fix this today
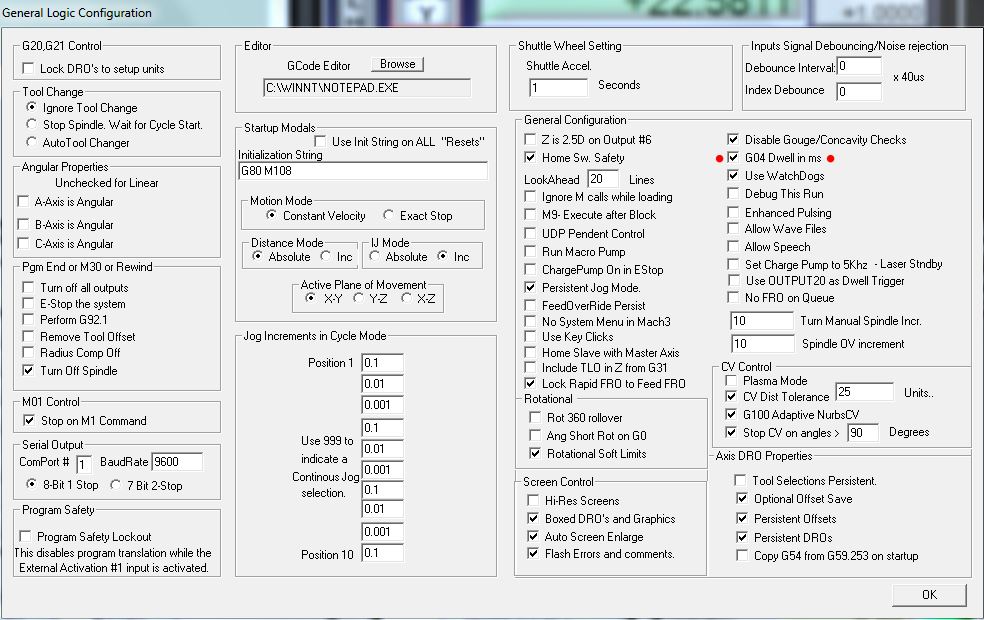
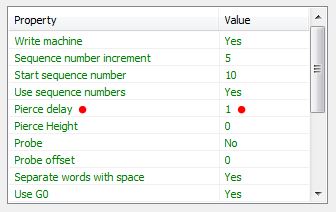
Explain your “piercing/late” fire…like a pierce delay issue if so so have I today im going to mess around with pierce delay setting I feel like my my shit is just taking off…
Im going try adding three zeros to work with it in “ms”
Curious what your pierce delay set to if this what your having a problem with
Basically tabs are being left and lead in is not there when I request it to be (but lead out is) these tabs are quit often 1/8 to 1/4 inch and they are always at lead in. I think my torch is firing late… Could be due to a poor connection?
Definitely sounds like the pierce delay issue with Mach3. It’s not pausing enough to establish the arc. But it arcs and pierces as it follows the line so it looks like it’s firing late. Lead-out is fine because once the arc is firing it’s good through the end of the cut.